Engineered for precise conductivity control, static dissipation, and robust material handling across high-hazard and precision assembly facilities.




In modern automated manufacturing, electrostatic discharge (ESD) and tribal charging pose significant threats to electronic components, chemical handling safety, cleanroom operations, and mining lines. Conductive belts act as the primary safety mechanism to continuously ground static charges built up during friction between the conveyor system and materials.
As smart manufacturing scale expands globally, industries such as lithium-ion battery production, microelectronics, semiconductor packaging, and automotive assembly lines require high-precision static dissipation. A single spark caused by a standard non-conductive conveyor belt can lead to devastating industrial explosions or render millions of dollars worth of electronic components defective.
"According to international manufacturing safety guidelines, electrostatic hazards account for over 30% of failures in microelectronics production. Utilizing certified conductive belts is not an option; it is an industrial safety standard."

How China's leading factories engineer high-performance conductive materials to meet DIN, ISO, and FDA standards.
Unlike sprayed coatings that wear off quickly, our belts integrate high-grade carbon black directly into the polymer or rubber matrix, guaranteeing permanent anti-static properties.
Specially engineered compound formulas minimize the charge separation effect when products separate from the belt surface, reducing voltage build-up at source.
Cleanroom ISO Class 3 & Class 4 certified options preventing particulate outgassing, ideal for semiconductor and high-precision consumer electronics assembly.
Tailoring conductive conveyor belts to different operational environments and manufacturing realities.
Highly sensitive components such as IC chips, optical sensors, and PCB boards are prone to ESD damage. Low surface resistivity (10^5 to 10^7 ohms) PU/PVC belts are mandatory here to safely bleed away any charge. This prevents catastrophic gate oxide breakdown in components during transport.
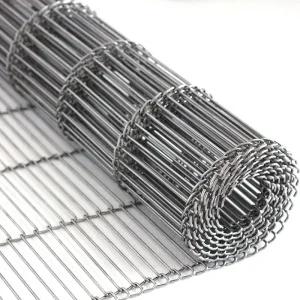
Conveying lithium cells and automotive power packs demands dynamic physical strength and extreme electrical security. Carbon-black reinforced rubber belts handle heavy loads while eliminating the hazard of sparks that could trigger hazardous chemical or thermal runaway events in battery units.
In facilities transport sugar, flour, starch, or dry chemical powder, static charge on conveyor belts can easily ignite airborne dust clouds. ATEX-certified conductive conveyor belts with low electrical resistance make sure that static potential difference is prevented from causing sudden dust explosions.
Where the conductive conveyor belt industry is heading in the next decade of intelligent manufacturing.

Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.






Expert technical insights answering the most critical integration and selection challenges faced by engineering managers worldwide.
Discover our comprehensive range of specialized wear-resistant, high-temperature, and modular belt systems tailored to global industrial standards.