Explore our high-performance, FDA-compliant conveyor lines engineered for cleanability, hygiene maintenance, and optimized sanitary throughput.





In modern industrial manufacturing, the transport of food consumables demands the most rigorous sanitation regimes and high-end engineering components. The global supply of Food Grade Conveyor Belts has transformed from basic mechanical conveyance to complex polymer and metallurgical material sciences. Standard off-the-shelf industrial belts are utterly inadequate when directly contacting meats, dairy, baked goods, or pharmaceuticals; they introduce major risks of biological contamination, chemical leaching, and physical cross-contamination.
Global regulatory bodies have instituted mandatory compliance standards to prevent foodborne disease outbreaks and maintain international logistics safety. For any exporter or system designer, understanding the nuances between regulatory environments is critical:
Specifies the precise composition of raw materials, elastomers, and chemical additives that may safely come in contact with food. FDA compliance certifies that polymers like TPU or PVC do not release toxic plasticizers under operational temperature variations.
Enforces strict rules on plastic materials and articles intended to come into contact with food. This includes rigorous overall migration limit (OML) testing and specific migration limits (SML) on individual monomers or polymerizing agents.
Hazard Analysis Critical Control Point (HACCP) guidelines identify sanitation vulnerabilities on a factory line. European Hygienic Engineering & Design Group (EHEDG) emphasizes sanitary machine architecture—insisting on smooth, non-porous surfaces and a complete lack of crevices.
Hygienic performance, longevity, and process-compatibility of food grade conveyor belts are governed directly by their material properties. Selecting the correct compound ensures system durability, prevents belt cracking, and minimizes machine downtime.
| Material Type | Common Industrial Names | Thermal Operating Range | Key Performance Indicators | Typical Applications |
|---|---|---|---|---|
| Thermoplastic Polyurethane (TPU) | PU Food Belting | -20°C to +90°C | High resistance to animal fats, vegetable oils, and mechanical abrasion; highly flexible; prevents microscopic bacterial harborages. | Meat processing, poultry packaging, confectionery lines, dairy sorting. |
| Polyvinyl Chloride (PVC) | PVC Light-Duty Belting | -10°C to +80°C | Cost-effective, resistant to most household cleaning agents, acids, and alkaline solutions. Excellent stability. | Fruit and vegetable washing, general packaging lines, parcel sorting. |
| Silicone Elastomer | High-Temp Silicone Belts | -50°C to +200°C | Exceptional non-stick properties, outstanding temperature resistance, physiological inertness. Highly flexible at low temps. | Baking ovens, chocolate cooling tunnels, sticky candy processing. |
| Plastic Modular (PP/POM/PE) | Modular Interlocking Belts | -60°C to +110°C | High structural load capacity, easy to clean, modular bricklay design permits rapid pin replacements and zero-tension drive. | Fruit sorting tables, individual quick freezing (IQF) lines, seafood processing. |
| Austenitic Stainless Steel | Flat Wire, Flex-Mesh Belts | -100°C to +600°C | Immune to chemical corrosion, extreme thermal threshold, zero liquid absorption, maximum open area for air circulation. | High-heat baking tunnels, industrial frying systems, cryo-freezers. |
In specialized manufacturing lines, further enhancements like sealed edge technology are integrated. Sealed edges (SmartEdge or encapsulated margins) isolate the internal fabric tension members—usually polyester or aramid weaves—preventing the "wicking effect" where liquids, micro-organisms, and moisture travel up the inner fabric cores, leading to mold formation and delamination.
The global market for food grade conveyor systems is exhibiting a steady Compound Annual Growth Rate (CAGR) driven by the rapid automation of food production lines and the expansion of the processed and packaged food industries. Industrial food processing enterprises are moving away from manual material handling to limit workplace injury and optimize throughput speed.
Different regions present unique engineering mandates. Exporting to North America requires strict adherence to USDA dairy standards and the FDA’s Food Safety Modernization Act (FSMA), which mandates preventive hazard analysis. On the other hand, exporting to the European Union focuses highly on recyclability, energy-efficient operations, and chemical safety margins controlled by REACH.
In the rapidly expanding food manufacturing hubs of Southeast Asia and the Middle East, compliance with local Halal and Kosher food production procedures is a core business requirement. This means conveyor lubricants and plastic chemical elements must contain no trace of animal derivatives, prompting suppliers like Dongguan Trakkx Tech to configure completely synthetic, animal-fat-free raw compounds.
Successful implementation of a food grade conveyor system requires careful design of mechanical components, structures, and electronics. It is not just about the belt material; the entire architecture must prevent bacterial incubation and facilitate seamless washing.
Standard steel tubes can accumulate internal debris and water. High-grade systems use open-channel stainless steel profiles (SUS304 or SUS316L) with sloped surfaces to allow water to run off naturally. Bearings, gears, and drive motors must feature IP69K-rated dust and water protection, enabling washdowns using high-pressure sanitizing jets without damaging internal components.
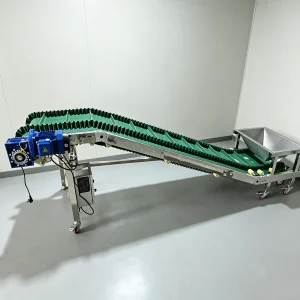
When transporting loose food items vertically (such as frozen fruits, grains, or small candy pieces), Z-type or L-type elevators are necessary. The integration of welded cleats and corrugated sidewalls prevents product slippage or spilling. Utilizing high-frequency welding instead of adhesives ensures the cleats do not detach and contaminate the food line.
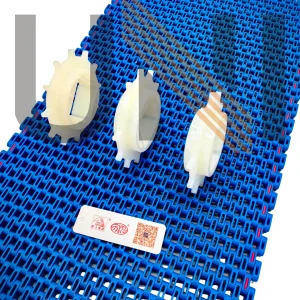
For complex tasks, like sorting fresh vegetables and cold-chain fruits, suppliers utilize modular mesh belts that allow high-volume water drainage and optimal air circulation. These mesh structures are highly compatible with automated optical sorting systems, which use specialized cameras and sensors to detect discolored materials or foreign bodies directly on the moving belt.
The conveying sector is experiencing rapid technological evolution. Forward-looking companies are integrating digital technology and eco-friendly practices to optimize their processing systems:
Thermocouples, tension meters, and vibration sensors are embedded directly into critical structural points of the conveyor. By monitoring real-time metrics, system operators can predict belt wear or bearing failures before they cause unexpected downtime.
Developing TPU formulas that incorporate inorganic silver ion compounds. These additives inhibit the reproduction of pathogens like Salmonella, Listeria, and E. coli on the belt surface, maintaining safety between washdowns.
Suppliers are introducing bio-polyols derived from vegetable sources to replace petroleum-based polyurethane. These sustainable belts provide the same physical properties while reducing carbon footprint.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.








Detailed technical answers to common queries faced by procurement heads and mechanical engineers.
View our auxiliary line of modular, turning, inclined, and stainless steel bucket elevators designed for specific material handling tasks.