In the global extraction and processing industry, the reliability and efficiency of raw material transportation determine operational viability. The modern mining industry demand is shifting from generic industrial conveying components to highly customized, context-aware mining conveyor belts. As heavy industrial complexes face deeper underground excavations and larger open-cast operations, the stress placed on heavy-duty belt components has reached unprecedented scales.
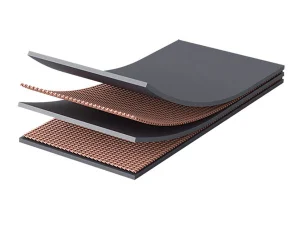
As leading global exporters, we analyze dynamic mining applications to design conveyor systems that actively prevent catastrophic failures. The interface between conveyor belt surfaces and abrasive primary aggregates (such as quartz, granite, iron ore, and heavy coal) requires careful engineering. Choosing between standard EP fabric, PVG solid-woven fire-resistant cores, and steel cord reinforcement requires a deep understanding of tensile loads, environmental limits, and structural stresses.
Utilizing proprietary high-wear compounds designed to handle heavy abrasive ores (like granite, sand, and iron aggregates) without superficial cracking or structural tearing.
Optimized top cover rubber profiles that disperse kinetic energy when heavy rocks fall onto the belt, protecting the internal fabric or steel cores from rupture.
Engineered to meet DIN, AS, ISO, MSHA, and CE standards, assuring compliance for operations across North America, Europe, Australia, and South America.
Industrial procurement departments today must weigh raw capital expenditure against the long-term total cost of ownership (TCO). In continuous conveying applications, a single hour of unscheduled maintenance can cost thousands of dollars in lost productivity. This is why international procurement teams prioritize reliability, supplier response times, and customizable specifications.
Global demand profiles vary by region. For instance, mining firms in North America and Western Europe focus heavily on flame-retardant safety standards (such as MSHA compliance for underground coal) and advanced smart monitoring. Meanwhile, rapidly developing aggregate and mining sectors in South America and Southeast Asia require quick lead times for heavy-duty EP and steel-reinforced rubber belts to support growing infrastructure demands.
High Tensile Standard
Flame & Flame/Impact Resistant
Abrasion Resistance Standard
Quality Inspected Systems
To meet these diverse needs, supply lines must be flexible. Working directly with a specialized Chinese exporter allows buyers to establish customized technical frameworks. These include selecting unique rubber compounds (such as super-abrasion-resistant or heat-resistant polymers) and customizing structural properties (like cord pitch, carcass thickness, and transverse reinforcement) to fit specific handling layouts.
China's conveyor manufacturing sector has evolved from high-volume production to advanced, precision-engineered manufacturing. Industrial centers in Guangdong, including cities like Dongguan, utilize Factory 4.0 systems to improve conveyor reliability. Modern facilities combine automated vulcanization lines, continuous rubber mixing control, and digital tension testing to ensure every belt roll has consistent physical properties.



This technological infrastructure helps mitigate supply chain risks. We secure raw inputs, like high-purity natural rubber and steel cords, through integrated domestic supply chains. This localized setup protects production schedules from global logistics disruptions.
Additionally, the integration of design, tooling, and testing under one roof enables faster turnarounds for custom OEM/ODM requests. This efficiency helps buyers customize carcass styles and edge profiles without delaying their overall project timelines.
A conveyor system's design must match its specific operational environment. Different materials—such as raw quartz, heavy gravel, or damp coal—require distinct belt configurations.
Operating in quarry environments demands high cut-and-gouge resistance. Belts must handle sharp, irregularly shaped stone fragments dropped directly from primary crushers. This requires thick, Grade X or Y rubber covers to protect the internal plies.
Gold recovery from hard quartz veins involves long transport paths and sharp rock edges. For these settings, steel cord conveyor belts with built-in sensors detect longitudinal tears early, preventing catastrophic system downtime.
Cleanliness, precision, and reliable tracking are essential when moving materials through sorting terminals, ports, and packaging plants. Lightweight, multi-ply PVC and PU belts provide the flexibility needed for fast-paced logistics lines.


By matching belt compounds and construction directly to local site conditions, operators can extend the service life of their conveyor systems. This tailored approach reduces maintenance needs and ensures smoother operations across diverse materials handling environments.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.



At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.