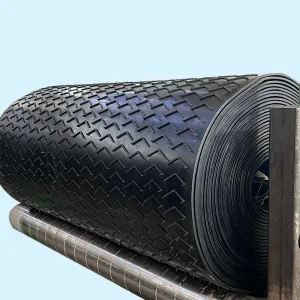
Explore our top engineered belts designed to withstand extreme thermal conditions and aggressive operational loads.




Operating at the global nexus of industrial efficiency, Dongguan Trakkx Tech Co., Ltd. stands as a premier Chinese manufacturer specializing in high-performance conveyor system engineering. We serve as a vital link in modern supply chains, designing and manufacturing solutions tailored to withstand the most punishing industrial conditions. Our core focus on heat-resistant conveyor belts satisfies a critical market demand across steel factories, mineral smelters, glassworks, chemistry facilities, and food processing complexes globally.
By combining advanced polymer research with state-of-the-art mechanical fabrication, we design customized solutions that significantly lower structural degradation rates and operational overhead. Trakkx Tech handles the entire development cycle, including technical consulting, custom CAD prototyping, structural load calculations, comprehensive material testing, and global installation supervision.
Tailored compound matrices engineered to operate efficiently at continuous temperatures reaching up to 400°C.
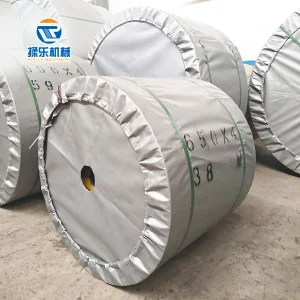
Utilization of multi-ply EP fabric, synthetic Kevlar, and high-tensile steel cords to prevent thermal distortion.
Full conformance to global manufacturing benchmarks, including FDA, REACH, ISO 340, and DIN 22102 standards.
We supply critical components to international companies across North America, Europe, Southeast Asia, and the Middle East. Our manufacturing practices prioritize reliability and mechanical durability under extreme thermal loads. By sourcing advanced raw elastomers and employing automated vulcanization technology, Trakkx Tech delivers durable material handling systems designed to withstand continuous thermal exposure.
Sustained exposure to heat accelerates rubber aging, causing premature hardening, surface cracking, and ply separation. Our specialized manufacturing techniques prevent these issues through customized elastomer formulations. Depending on the operational temperature profile, material handling components are designed to withstand specific thermal ranges:
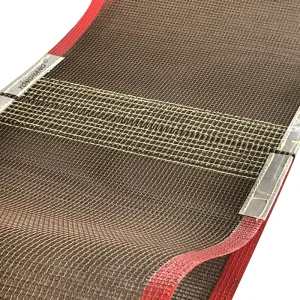
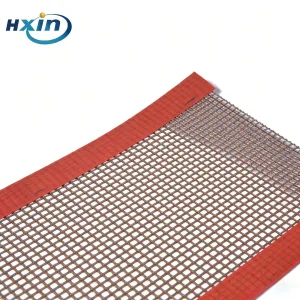
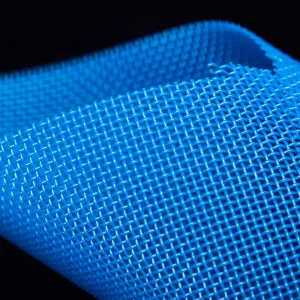
For applications outside traditional rubber materials, our product range includes high-temperature synthetic polymers and metal meshes:
Peak Thermal Limit
Years Engineering Exp
Exporting Destinations
DIN 22102 Inspected
As an established industrial hub, Dongguan provides significant supply chain and logisitical advantages for high-performance manufacturing. At Trakkx Tech, we leverage this geographic location to source raw materials, conduct precise vulcanization processes, and access international shipping networks. Our production facility is equipped to handle complex engineering specifications while managing manufacturing timelines.
Our manufacturing model relies on four core supply chain advantages:
Procurement managers and lead plant engineers look for specific performance features when selecting conveyor systems. To help reduce the Total Cost of Ownership (TCO) and avoid unplanned downtime, our product development process focuses on addressing common operating challenges:
High-temperature conveyor systems operate in demanding environments across several key industries. Understanding these localized applications helps us tailor the belt specifications to the exact operational challenge:
Moving newly manufactured clinker from rotary kilns to storage silos at temperatures up to 200°C requires EPDM belts designed to resist thermal cracking.
Steel handling processes require metal mesh or heavy steel-cord rubber belts to move hot sinter, slag, and metal scrap safely.
High-temperature baking tunnels, roasting lines, and dehydrators rely on FDA-compliant PTFE and stainless steel mesh belts to maintain food safety.
Furthermore, our systems are used in chemical manufacturing to process hot salts, in fertilizers to transport warm granular mixtures, and in municipal waste management to handle incinerator ash. By analyzing the speed, angle of inclination, and cooling parameters of your setup, our engineering team can determine the correct belt specifications for your facility.
To ensure reliability in international markets, Trakkx Tech maintains compliance with global manufacturing and safety standards. Our products are tested to meet the requirements of your operating region:
Additionally, Trakkx Tech provides localized technical support through virtual consultations, detailed installation guides, and collaboration with regional engineering partners. This helps ensure that system specifications align with local machinery and operating practices.
The industrial material handling sector is evolving to incorporate smart monitoring and sustainable materials. Trakkx Tech is actively researching and integrating new technologies to improve conveyor efficiency and longevity:
Answers to common questions regarding high-temperature conveyor belt selection, maintenance, and operation.
For temperatures reaching 180°C, high-grade EPDM (Ethylene Propylene Diene Monomer) compounds are recommended. EPDM resists heat degradation, cracking, and hardening under continuous thermal loads. SBR blends are generally limited to lower temperatures and may degrade prematurely in this range.
Larger materials retain heat longer than fine powders. Large sinter or hot stones can cause concentrated thermal stress on the belt surface, requiring a thicker rubber cover or specialized EPDM formulation to prevent damage to the underlying textile carcass.
SBR provides basic heat resistance up to 120°C and is economical for light-duty applications. EPDM offers superior resistance to heat, ozone, and weathering, allowing for continuous operation up to 200°C. EPDM retains its flexibility and physical properties longer than SBR under constant heat.
Cracking is often caused by thermal hardening combined with mechanical bending stresses. Choosing a belt with a multi-ply EP fabric core and ensuring the pulleys meet the minimum diameter recommendations for your belt type helps reduce bending stress and prevent cracking.
PTFE belts are designed for chemical processing, drying tunnels, and food production due to their non-stick properties and heat resistance (up to 260°C). They lack the impact and abrasion resistance required for heavy mining, where steel-cord reinforced rubber belts are more appropriate.
Common signs include deep cracks in the cover rubber, hardening or embrittlement of the surface, separation between the cover and the carcass plies, and persistent tracking issues. Regular inspections help identify these wear indicators before a belt failure occurs.
Explore our targeted industrial line, customized for mining, sorting, drying, and steelworks.




A look inside our manufacturing facility in Dongguan, including our compounding, vulcanizing, and testing equipment.