Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
In modern bulk material handling, safety is not merely a regulatory checkbox—it is the foundation of operational continuity. Conveyor systems operating in high-risk environments such as underground coal mines, chemical processing plants, grain terminals, and steel mills are constantly exposed to friction, static electricity, and thermal hazards. A single spark can lead to catastrophic fire propagation along the conveyor line, resulting in devastating asset loss, environmental damage, and risk to human life.
Consequently, the global demand for Flame Resistant Conveyor Belts has surged. Regulatory bodies worldwide, including the Mine Safety and Health Administration (MSHA) in the United States, the European Committee for Standardization (CEN), and national standards authorities in Australia and China, have established stringent fire safety protocols. Modern industrial operators are transitioning from standard grade rubber belts to advanced self-extinguishing elastomeric compounds and solid woven structures designed to suppress combustion and prevent flame propagation.
Underground mining environments present extreme combustion risks due to coal dust and methane gas. Solid woven PVC/PVG and heavy-duty steel cord flame-resistant belts are mandatory to prevent friction-induced ignition in confined spaces.
Compliance with international standards such as ISO 340, EN 12882, and MSHA Part 18 is critical for exporting to North American and European markets, requiring rigorous laboratory burner and drum friction testing.
The industry is shifting toward halogen-free flame retardants, aramid fiber reinforcements, and smart monitoring systems that detect localized temperature spikes before ignition occurs.
Flame-resistant conveyor belts are not one-size-fits-all. Different industries require specific polymer formulations and structural reinforcements to handle localized environmental challenges. Below are the primary application scenarios where Dongguan Trakkx Tech Co., Ltd. deploys specialized conveying solutions:
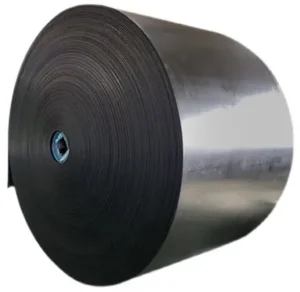
In underground coal mines, the accumulation of coal dust and methane gas creates a highly explosive atmosphere. Our PVCPVG Solid Core Rubber Conveyor Belts are engineered with antistatic agents and self-extinguishing rubber covers. These belts undergo rigorous drum friction testing to ensure that even if the belt stalls under load, the drive pulley will not ignite the carcass.
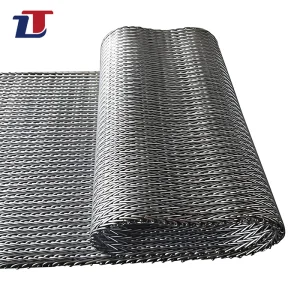
For food processing, baking, and heat treatment lines, standard rubber degrades rapidly. We supply 304 Food Grade Chain Metal Wire Mesh Belts and PTFE Seamless Fusing Machine Belts. These materials withstand continuous operating temperatures exceeding 250°C while maintaining structural integrity and preventing thermal ignition.
Modern distribution centers and electronics assembly lines require high-efficiency, low-noise, and flame-retardant conveying. Our PVC/PU Fire Resistant Conveyor Belts are designed for automated sorting systems, ensuring compliance with commercial building fire codes while preventing static electricity buildup that could damage sensitive electronic components.
The engineering of flame-resistant conveyor belts is undergoing a significant evolution. Historically, flame retardancy was achieved by adding chlorinated or brominated compounds to the rubber matrix. However, these materials release toxic halogenated gases when exposed to extreme heat. The modern technical roadmap focuses on environmental sustainability, mechanical durability, and smart integration.
Developing eco-friendly flame retardants using aluminum trihydroxide (ATH), magnesium hydroxide, and phosphorus-based additives. These compounds release water vapor when heated, cooling the belt surface and diluting combustible gases without releasing toxic fumes.
Replacing traditional multi-ply fabric with Para-Aramid (Kevlar) webbing and high-tensile steel cords. This reduces belt weight, lowers energy consumption, and provides exceptional tear resistance, preventing catastrophic rips in heavy-duty ore mining operations.
Embedding fiber-optic temperature sensors and RFID chips directly into the belt carcass. These sensors communicate with automated control systems to monitor real-time temperature profiles along the entire conveyor line, triggering automatic shutdowns if localized hot spots are detected.
As a premier China conveyor belt manufacturer, Dongguan Trakkx Tech Co., Ltd. leverages the unparalleled industrial ecosystem of the Pearl River Delta to deliver high-performance conveying solutions with significant cost and lead-time advantages.
Our vertical integration allows us to control every step of the manufacturing process—from compounding raw rubber and weaving solid cores to vulcanization and final quality control. This ensures that our flame-resistant conveyor belts meet strict international standards while maintaining competitive factory pricing. By optimizing raw material sourcing and utilizing advanced automated vulcanizing presses, we mitigate supply chain disruptions and guarantee reliable delivery schedules for global infrastructure projects.
Navigating the complex regulatory landscape of fire safety requires a partner with deep technical expertise. Dongguan Trakkx Tech Co., Ltd. provides comprehensive compliance documentation and engineering support to ensure seamless integration into your local regulatory framework.
Compliance with European standards for electrical conductivity (anti-static) and flammability testing on conveyor belts for general use.
Meets the rigorous flame-resistant requirements established by the US Mine Safety and Health Administration for underground mining applications.
Adherence to Australian standards for heavy-duty rubber conveyor belts operating in surface and underground coal mining operations.
Our technical team provides customized belt thickness, cover grades (DIN X, Y, W, Z), and edge configurations tailored to your specific conveyor structure.
Take a look inside Dongguan Trakkx Tech Co., Ltd. Our state-of-the-art production lines, vulcanization machinery, and quality control labs ensure that every conveyor belt meets the highest global standards.