Explore our leading product lineup engineered for industrial logistics, heavy manufacturing, and food-grade operations.





An in-depth analysis of global commercial applications, carcass materials, wear-resistant coatings, and engineering roadmap specifications for modern conveyor operations.
In modern heavy industry, global supply chain optimization depends entirely on the efficiency, throughput, and operational continuity of material handling infrastructure. Heavy duty conveyor belts represent the vascular system of primary extraction, bulk transport, port loading, and automated production sectors. Today, the global demand for heavy duty conveying networks is undergoing rapid transformation, fueled by unprecedented scale in mining operations, automated logistics corridors, and large-scale bulk shipping terminals.
Industrial centers across North America, Europe, Australia, and East Asia rely on engineered conveyor systems to handle extreme payloads under severe operational stressors. Whether moving thousands of tons of iron ore across kilometers of rugged terrain, routing high-velocity packages inside multi-tier express sorting depots, or ensuring ultra-sanitary high-load transport in automated food processing, heavy duty belts are selected based on precise mechanical capabilities. System failure in these sectors can cost enterprises tens of thousands of dollars per minute in unplanned downtime, making structural integrity and material durability the absolute priorities for procurement engineers.
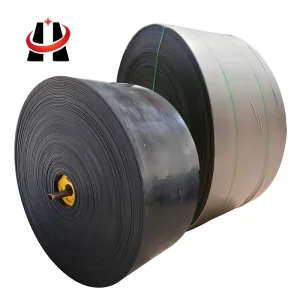
Overland steel cord and multi-ply fabric belts engineered to transport raw coal, crushed ores, and heavy aggregates under high impact tension and abrasion.
High-friction rubber, custom steel frame structural configurations, and slider beds designed for continuous sortation of high-volume packages.
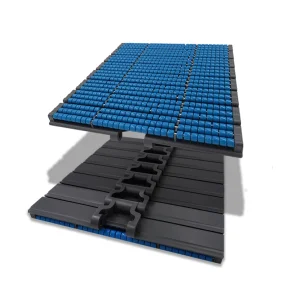
FDA-compliant, oil-resistant, and anti-bacterial PU and Modular Plastic belts engineered for sanitary clean-in-place (CIP) processing lines.
To select the correct conveying solution, engineers must analyze the compound layers of the belt. A heavy-duty conveyor belt is not a single layer of rubber, but a sophisticated composite structure designed to balance tensile modulus, structural flexibility, impact dissipation, and wear resistance.
The carcass is responsible for absorbing tension and supporting the load across long spans. It is typically constructed from fabric plies or steel cords:
The outer rubber covers shield the carcass from abrasion, gouging, heat, and chemical ingress. Under the European DIN 22102 standards, cover classes are categorized by abrasion volume loss and minimum tensile properties:
Heavy duty conveyor belts do not work in isolation. Operating parameters vary significantly based on geographic and regional conditions:
Marine bulk shipping facilities (e.g. handling coal, fertilizer, sulfur) demand heavy duty belts with customized rubber covers resistant to saltwater corrosion and high humidity. In these applications, belt manufacturers utilize vulcanized anti-oxidant additives to prevent the steel reinforcement cords from rusting inside the carcass. The belts must also be fitted with dynamic self-cleaning scrapers to prevent sticky wet material buildup on return idlers.
In closed mine shafts, friction between the belt and seized rollers can generate extreme heat. Safety guidelines (such as the US MSHA or European EN 12882 certifications) mandate self-extinguishing flame-retardant rubber compounds. These belts must quickly extinguish any spark or flame to prevent catastrophic underground mine fires.
For overland bulk transport in cold climates (e.g., Canada, Northern Europe, Siberia), conventional rubber becomes brittle and cracks. Specialized low-temperature elastomers are used to keep the conveyor flexible down to -50°C. This allows the system to start up smoothly without high torque peaks or cover cracks.
The industrial conveyor belt industry is shifting from passive mechanical parts to intelligent, connected systems. This roadmap outlines the key developments expected over the next decade.
A leading Chinese manufacturer of heavy duty conveyor belts and custom material handling systems, serving industries worldwide.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.








In-depth answers to the most common questions from procurement managers and field engineers regarding heavy duty conveyor belts.
Complete product range featuring heavy-duty rubber, motorized roller systems, and specialty assembly line configurations.