Explore our flagship configurations engineered for extreme durability, food-grade safety, high tensile capacity, and customized material handling.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
In the era of hyper-automation and supply chain consolidation, flexible belt systems have transcended their traditional role as simple conveyance mechanisms to become the central nervous system of modern industrial facilities. As global commerce accelerates, manufacturing plants, fulfillment hubs, and heavy industrial operations require handling systems capable of adaptively sorting, routing, elevating, and dispatching multi-variant payloads.
The explosive rise of e-commerce has put pressure on distribution centers to process high volumes of variable packages. Integrated modular sorters and PVC/PU conveyor belts allow seamless routing of parcels, increasing throughput while keeping product damage rates near zero.
Compliance with FDA, EU, and USDA sanitation guidelines is non-negotiable. Modern thermoplastic polyurethane (TPU) and polyoxymethylene (POM) modular belt systems prevent microbial growth and support intensive clean-in-place washdown procedures.
In mining, quarrying, and cement manufacturing, systems must withstand sharp, high-impact abrasive materials. Heavy-duty EP (Polyester-Nylon) fabrics and steel cord reinforced vulcanized rubber belts deliver the required shear resistance and high tensile load capacities.
As manufacturing demands fluctuate, flexible belt configurations must evolve. Traditional, rigid fixed-route systems are increasingly replaced by modular, quick-change layouts. Dongguan Trakkx Tech addresses this shift by designing system architectures that allow fast mechanical reconfiguration and rapid belt splicing, significantly minimizing planned and unplanned operational downtime.
The global material handling industry is undergoing a structural transition driven by digital connectivity, environmental policies, and workforce shifts. High-performing manufacturing facilities look for conveyor designs that align with these key developments:
The integration of Internet of Things (IoT) sensors into belt drive assemblies enables continuous monitoring of belt tension, surface temperature, tracking alignment, and splice integrity. This shifts maintenance from reactive or scheduled patterns to predictive, data-driven intervention, preventing catastrophic failures along high-throughput lifelines.
Carbon reduction targets require manufacturers to specify conveying elements with lower rolling resistance. High-performance thermoplastic compounds minimize energy loss at support rollers, directly reducing power consumption. Additionally, there is growing demand for recyclable polyurethane formulations that reduce long-term environmental footprint.
Modern factory designs avoid rigid conveyor pathways. Modular plastic flat-top grids and snap-together structures allow production engineers to change layout lines in hours instead of days. This flexibility is critical for packaging lines that handle varying SKU profiles.
With strict workplace health and safety rules, modern systems require integrated anti-static compounds (to eliminate electrostatic buildup in dusty environments like flour mills and grain elevators) and flame-retardant structural elements that meet strict ISO and DIN safety regulations.
Reliable material conveying relies on material science. A belt must maintain structural integrity under continuous tensile strain, resist chemical degradation, and handle friction variations. Below is a detailed technical analysis of the engineering materials used by Dongguan Trakkx Tech:
High-tensile nylon core sheets offer excellent elasticity and fatigue resistance under cyclic bending. Wrapped in rubber or leather friction layers, they are ideal for high-speed power transmission and textile applications, absorbing shock loads without permanent deformation.
Used for modular plastic link belts. POM features high mechanical strength, stiffness, low coefficient of friction, and excellent dimensional stability. Its low moisture absorption makes it highly suitable for wet processing, bottling, and food packaging lines.
Constructed with polyester warp (longitudinal) and polyamide weft (transverse), EP carcass fabrics provide low elongation under load, high impact resistance, and strong mechanical adhesion, making them ideal for heavy bulk transport in mining and quarrying.
Our engineering teams focus on vulcanization and splicing technology. For heavy rubber and steel cord systems, we design customized reinforcement matrices that ensure the splice point matches the tensile strength of the belt itself. For TPU/PVC food-grade belts, we utilize high-precision hot-melt finger-jointing equipment. This creates a smooth, seamless junction that prevents debris accumulation, ensuring hygiene and structural reliability.
Different regions and operating environments present unique challenges. Dongguan Trakkx Tech designs tailored, macro-level material handling systems to meet these specific operational demands:
Airports require zero-downtime, energy-efficient sorting. Combining modular gravity spiral conveyors with fire-retardant, low-noise anti-static rubber belts ensures smooth transit from check-in counters to flight sorting stations. Our modular spiral chute sorter conveyors optimize vertical spaces while maintaining reliable transport.
Agricultural machinery runs under dusty, outdoor conditions, requiring high UV and abrasion resistance. Our antistatic rubber V-belts and crop conveyor belts are engineered with ozone-resistant compounds to prevent cracking under sun exposure and extreme temperature changes.
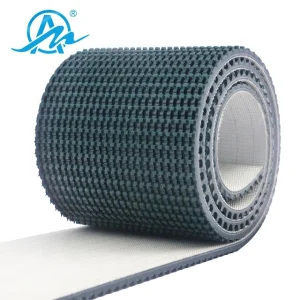
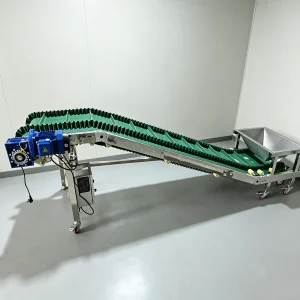
Preventing contamination is key. Our Z-type inclined conveyors, food-grade POM modular belts, and skirted/cleated PU conveyor systems are designed to safely transport raw ingredients and processed foods. The modular architecture enables rapid dismantling for thorough washdowns, reducing sanitation cycle times.
In underground mining and quarrying, conveyor belts are subjected to heavy impact from sharp rocks. We supply steel cord reinforced belts and EP300/2 multi-ply fabrics with thick, wear-resistant rubber covers. These systems are engineered to prevent tearing and run reliably under high tension.
Our engineers answer common technical questions to help you select, maintain, and optimize your flexible belt systems:
Select from our specialized conveyor and belt solutions engineered for demanding material handling requirements:
Our manufacturing facility in Dongguan, China utilizes advanced machinery to produce long-lasting and reliable conveyor belts. Take a look at our production floor, assembly lines, and quality verification divisions below: