High-tensile, heat-resistant, and application-specific conveying systems engineered for global distribution, mining, and food processing facilities.



In modern heavy industries, logistics hubs, and processing factories, material handling system reliability dictates overall operational throughput. Conveyor components—specifically structural belts, custom rollers, specialized pulleys, and automation interfaces—serve as the arterial network of global supply chains. As continuous production demands increase, the global market for conveyor technology is experiencing a major transformation towards durable elastomeric formulations, high-strength reinforcing cores, and intelligence integration.
Historically, conveyor belts were viewed as simple consumable items. Today, they are treated as highly engineered assets. From deep underground coal mines to sterile pharmaceutical packaging lines, conveyor components must withstand extreme forces: heavy mechanical friction, thermal expansion, exposure to harsh chemical compounds, and dynamic mechanical stress. To combat premature wear and minimize costly downtime, system engineers and procurement professionals increasingly rely on specialized manufacturers that possess deep material sciences expertise and automated production facilities.
Recent industrial studies demonstrate that unexpected conveyor system failure in heavy mining or bulk shipping terminals can cost operators up to $15,000 per hour. Choosing high-performance belts (such as EP500 or solid-woven PVG/PVC cores) rather than entry-grade alternatives reduces operational risk and extends component service life by up to 250%.
Dongguan Trakkx Tech Co., Ltd. is a leading manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. Leveraging decades of experience in conveyor technology, we design and produce reliable, efficient, and custom systems that enable our clients to optimize production workflows, reduce structural maintenance costs, and maximize throughput.
Our diverse product portfolio includes high-performance conveyor belts, automated belt systems, modular conveyor frameworks, roller tracks, inclined vertical conveyors, assembly line structures, packaging sorters, and custom bulk material handling configurations. Engineered to meet the strict demands of modern manufacturing, our solutions are widely used in logistics, food processing, electronics assembly, automotive lines, distribution warehouses, automated packaging, pharmaceutical plants, and industrial quarry installations.
At Trakkx Tech, we combine precise engineering with advanced manufacturing capabilities. Our experienced technical team works closely with clients throughout the entire process, including project consultation, system design, structural prototyping, volume production, installation support, and after-sales service.
Our advanced production facility is equipped with modern manufacturing machinery and strict quality control protocols to ensure mechanical durability, dimensional stability, and consistent performance. Every conveyor component undergoes testing and inspection before delivery, ensuring smooth material handling operations. In addition to standard models, we offer flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, engineering excellence, and customer-focused support. Our mission is to remain a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
The operational life of a conveyor belt is determined by its internal core construction and the quality of its elastomeric covers. Different applications require specific material formulations to ensure optimal performance.
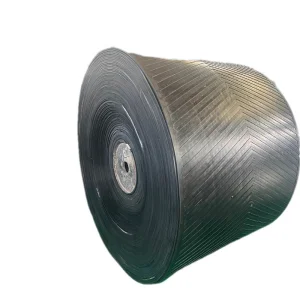
Polyester-Nylon (EP) and Nylon-Nylon (NN) woven fabrics represent the standard for high-performance bulk handling. The EP500 belting (consisting of polyester warp threads and nylon weft threads) provides low elongation under tension, high impact resistance, and excellent adhesion characteristics between plies. This makes EP belts ideal for long-distance transport networks, coal quarries, and heavy aggregate movement where stretching must be minimized.
For underground mining and high-risk environments, flame-retardant safety is critical. Solid woven PVC and PVG belts are impregnated with plasticized formulations to prevent delamination. Solid woven PVC delivers exceptional chemical and wear resistance, while PVG incorporates a specialized rubber cover to increase traction, enhance incline capability, and protect the core fabric from mechanical impacts.
For massive tension requirements over long transport distances, steel cord conveyor belts are the industry standard. Using high-tensile galvanized steel wires embedded in a core rubber matrix, these belts exhibit minimal stretch, high splice efficiency, and outstanding resistance to tears and structural damage, making them vital for heavy iron ore and copper extraction.
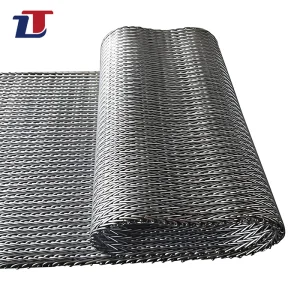
In food manufacturing, cleanliness and temperature resistance are paramount. 304 Stainless Steel double spiral wire mesh belts provide the structural integrity required to operate within high-temperature industrial ovens and cryogenic freezing tunnels. For light-duty packaging and direct food contact, polyurethane (PU) and polyvinyl chloride (PVC) formulations compliant with FDA and EU regulations prevent product contamination while resisting oils and fats.
How we configure custom conveyor components across major industrial sectors to optimize workflow efficiency.
Integrating high-tensile EP500, steel cord belts, and impact-absorbing rollers to handle iron ore, aggregate, and coal without structural tearing.
Zero-pressure accumulation (ZPA) systems, smart sorting loops, and automated tripper units to manage high-volume e-commerce shipping hubs.
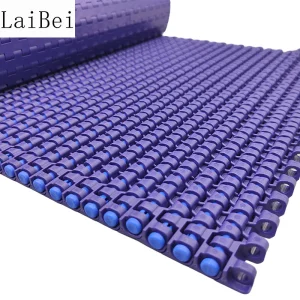
FDA-certified green PVC, customizable blue polyurethane, and stainless steel wire mesh belts built for sanitation and high washdown resistance.
Inside Trakkx Tech: High-precision manufacturing machinery, system test zones, and automated assembly operations.








The material handling industry is undergoing a digital transformation. With the integration of Industrial Internet of Things (IIoT) sensors, conveyor belts are evolving from simple mechanical components into connected data sources. Real-time temperature sensors, load indicators, and vibration analyzers help operators monitor belt conditions and predict wear before a critical failure occurs.
Additionally, environmental sustainability is reshaping manufacturing processes. Belt manufacturers are developing low-rolling-resistance cover compounds to minimize energy consumption in long-distance conveyor systems. Selecting optimized rubber formulations can reduce motor energy usage by up to 15%, lowering overall operational costs and reducing carbon footprints.
Standard horizontal conveying setups are not always suitable for space-constrained industrial environments. In modern processing plants and vertical quarries, materials must often be transported at steep angles or across variable elevations.
Expert answers to common engineering, procurement, and structural questions regarding conveyor components.
EP (Polyester-Nylon) belts feature polyester warp plies and nylon weft plies, providing low elongation and high tensile strength under long-term tension. NN (Nylon-Nylon) belts use nylon warp and weft plies, offering superior elasticity and resistance to mechanical impacts, making them ideal for heavy shock loads.
Standard rubber covers degrade rapidly when exposed to oils and fats, causing swelling and delamination. You should choose customized oil-resistant formulations (such as Nitrile-Butadiene Rubber or specialized PVC/PU blends) to ensure long-term stability and chemical resistance.
Underground coal mining applications require strict flame-retardant certifications (such as MSHA or EN 12882). Solid woven PVG and PVC belts are designed to self-extinguish and prevent flame propagation, ensuring operator safety in confined environments.
Modular plastic belts (such as the M1220 series) use interlocking plastic segments that are easy to clean, highly resistant to acids and bases, and simple to repair by replacing damaged modules rather than the entire belt assembly.
Explore our full line of specialized conveyor components, custom rollers, and durable transport structures.