High-durability conveyor belts designed for extreme industrial environments, thermal processing, and specialized bulk material handling.



In the contemporary industrial arena, bulk material handling acts as the cardiovascular system of manufacturing, extraction, and logistics. Modern distribution networks, heavy mining operations, metallurgical processing, and food-grade packaging demand highly integrated, wear-resistant, and chemically optimized conveying media. As logistics pipelines transition toward autonomous management and factories incorporate Industry 4.0 paradigms, the requirements imposed on conveyor belt assemblies have shifted from basic transport to intelligent, sensor-integrated, and highly specialized operations.
China, as the world's leading manufacturing hub, has evolved from a bulk exporter of standard commodity rubber belts to a powerhouse of custom-engineered polymer, elastomeric, and modular structural conveying solutions. Factories operating in this space must bridge the gap between legacy heavy-industry durability and futuristic digital supply chain intelligence.
This paper analyzes the current state of heavy-duty belt manufacturing, evaluates material sciences defining next-generation conveyor performance, and outlines procurement methodologies for international logistics hubs, mining concessions, and manufacturing facilities. By highlighting the operational blueprints of advanced manufacturers like Dongguan Trakkx Tech Co., Ltd., we present the structural advantages of utilizing localized engineering consultation paired with robust OEM/ODM production processes.
Key themes examined include mechanical wear limits, vulcanization advancements, high-temperature thermal dissipation matrixes, modular structural dynamics, and the economic benefits derived from deploying resilient manufacturing infrastructure.
Architects of Intelligent Material Handling and High-Performance Conveying Solutions
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
Operational metrics defining Trakkx Tech's manufacturing capacity, standard compliance, and global delivery footprint.
The shift toward high-performance rubber polymers, modular thermoplastics, and extreme thermal resilience.
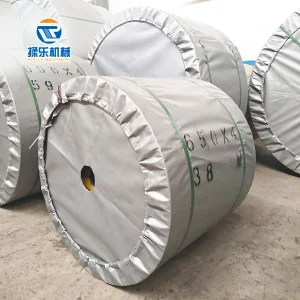
Modern mining and aggregate extraction place immense demands on the structural integrity of rubber polymers. Heavy-duty belts must resist high-energy mechanical impacts, abrasive friction, and environmental degradation. The integration of high-grade Styrene-Butadiene Rubber (SBR) provides exceptional resistance to abrasion and mechanical wear, while Nitrile Butadiene Rubber (NBR) compounds offer chemical resilience in oil-laden vegetable, mineral, or synthetic substance transport. In thermal environments, such as cement plants and metal refineries, Ethylene Propylene Diene Monomer (EPDM) acts as the foundation for high-temperature belts, operating continuously at thresholds exceeding 200°C without elastomer cracking or ply separation.
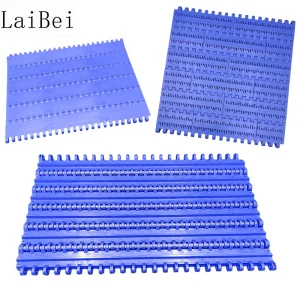
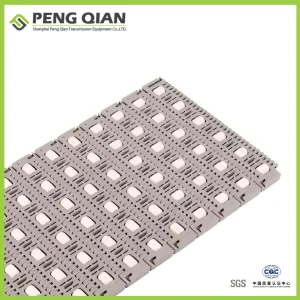
In automated warehousing, package sorting, and food processing lines, clean conveying media is critical. High-density Polyethylene (HDPE), Polypropylene (PP), and Polyacetal (POM) form the basis of modular grid belts. Unlike solid elastomeric designs, modular plastic systems run on positive drive sprockets, eliminating tracking issues, reducing tension requirements, and permitting rapid replacement of isolated links rather than complete belt assemblies. This modular construction optimizes system uptime, ensures washdown compatibility, and provides clean conveying across complex inclines and curved trajectories.
| Belt Base Material | Temperature Range | Abrasion Resistance | Chemical & Oil Resistance | Primary Applications |
|---|---|---|---|---|
| Heavy SBR / Steel Cord | -35°C to +80°C | Outstanding | Moderate | Deep Underground Coal Mining, Steel Mill Feeders |
| EPDM Rubber | -40°C to +200°C | Excellent | Low (Non-petroleum) | Cement Clinker, Sinter Ore, Baking Ovens |
| Nitrile Rubber (NBR) | -20°C to +110°C | High | Excellent (Oils, Acids) | Chemical Processing, Vegetable & Oilseed Handling |
| Modular Polypropylene (PP) | +5°C to +105°C | Moderate | Very High | Food Packaging, Bottling, Wet Process Separation |
| Thermoplastic Polyurethane (TPU) | -20°C to +80°C | Very High | Excellent (Fats, Oils) | FDA Food Grade Systems, Precision Assemblies |
How modernized production infrastructure drives efficiency, custom engineering speed, and logistics continuity for global partners.
Advanced heavy-duty belt manufacturing in China has transitioned to fully automated vulcanization presses, computer-controlled polymer compounding, and automated laser ply-alignment checking systems. By replacing manual processes, factories achieve uniform tensile strength across every foot of the belt, minimizing edge fraying, delamination, and unexpected downtime.
Every batch of raw elastomer, steel cord, and reinforced synthetic fabric is systematically logged and tracked through integrated ERP networks. If a bulk handling terminal in Europe or an automotive packaging line in North America requires maintenance support, the manufacturer can trace the precise batch properties, vulcanization parameters, and raw material inputs to optimize replacement components.
Global distributors require swift adaptations to meet custom machine specifications, unique structural clearances, and custom chemical resistances. Modern Chinese factories provide rapid physical prototyping, virtual finite element analysis (FEA) testing, and modular manufacturing tools to scale customized production runs quickly without long design cycles.
Demonstrating the versatility and specialized design parameters of heavy-duty belts across key economic sectors.
In mining concessions and cement manufacturing plants, materials like hot clinker, crushed ores, and high-abrasion aggregates must be transported continuously. Standard conveyor belts quickly degrade under constant mechanical impact and heat. High-temperature steel cord rubber belts feature heat-resistant elastomeric covers vulcanized with synthetic plies. This architecture prevents longitudinal tearing, maintains mechanical tension over long spans, and dissipates heat effectively to prevent degradation of the core tensile cords.
In food processing, packaging lines, and cold storage facilities, hygiene and chemical resistance are the primary requirements. Blue and white FDA-compliant PVC and modular plastic belts resist penetration by organic oils, fats, and harsh chemical cleaning agents. The non-porous surfaces prevent bacterial growth, and modular grid configurations allow for efficient drainage and air circulation during high-speed sorting and washdowns.
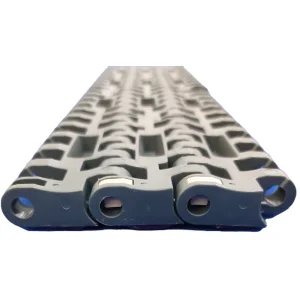
For space-constrained urban facilities, port terminals, and grain silos, transporting bulk materials at steep angles is a common challenge. Standard flat belts can cause material rollback. Inclined and declined cleated belts, featuring corrugated sidewalls and integral rubber cleats, allow for high-capacity vertical lifting. This design contains materials securely within pocket compartments, permitting incline angles up to 90 degrees while maximizing usable floor space.
Operational overview of our production halls, automatic vulcanizing lines, custom testbeds, and quality assurance divisions.








Balancing upfront capital expenditures with long-term mechanical uptime and operating efficiency.
When sourcing heavy-duty belts, procurement managers often prioritize initial acquisition costs, which can overlook the long-term impact of operating expenses. Factors like energy consumption from structural drag, splicing failures, and cover wear in highly abrasive environments can lead to costly maintenance and downtime. Investing in high-performance belts made from quality raw materials helps minimize overall Total Cost of Ownership (TCO).
Working with manufacturers like Dongguan Trakkx Tech Co., Ltd. helps optimize your conveying operations. By offering customizable ply thicknesses, optimized compound formulations, and expert engineering consultation, we help ensure your conveyor systems are built for long-term efficiency and reliability.
Expert insights addressing common engineering, procurement, and maintenance questions.
Multi-ply fabric belts (using polyester/nylon EP or nylon/nylon NN fabrics) are suitable for short to medium distances and offer good flexibility and impact resistance. For high-tension, long-distance bulk material handling (such as deep coal mining or overland transport), steel cord conveyor belts are preferred. They provide high tensile strength and minimal elongation, keeping tension stable over long spans.
EPDM has a saturated polymer backbone that resists oxidation, ozone, and thermal degradation. While standard rubbers harden and crack when exposed to high heat (e.g., hot cement clinker or sinter ore), EPDM maintains its flexibility and tensile strength at continuous temperatures up to 200°C (and peaks up to 250°C), protecting the inner fabric plies from thermal damage.
Modular plastic belts feature interlocking links powered by positive drive sprockets, which eliminates tracking issues and reduces operating tension. If a section of the belt is damaged, you can quickly replace individual links rather than the entire belt, minimizing downtime. Their open-grid design also makes them ideal for applications requiring drainage, washing, or air circulation.
We use FDA, USDA, and EU 10/2011 compliant polyurethane (TPU) and polyvinyl chloride (PVC) polymers for our food-grade belts. Our manufacturing processes prevent contamination from heavy metals or industrial oils, and our finished products are designed to resist bacterial growth and stand up to rigorous high-pressure clean-in-place (CIP) washdowns.
Our engineering team works closely with you from initial consultation through design and production. We analyze your project parameters—including load requirements, operating speeds, chemical exposure, and temperature extremes—using digital mockups and prototyping to ensure the final product meets your specifications before starting full-scale production.
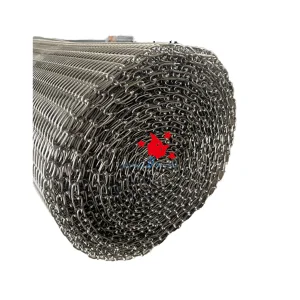
Specialized sanitary roller systems, flexible mesh belts, and heavy metal wire conveyor designs.