Explore our top-tier engineered conveyor belts designed for high-impact resistance, extreme temperature profiles, and efficient bulk material handling.







Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Analyzing the shift towards intelligent, ultra-high tensile, and ecological conveyance systems designed for high-stress operations.
Traditional heavy-load belts are giving way to advanced composite structures. Heavy machinery and deep mines now rely heavily on EP (Polyester-Nylon) fabrics and high-integrity steel cord cores. These materials yield lower elongation profiles, superior tracking reliability, and unparalleled resistance to severe impact forces.
As global energy plants and heavy smelters push operational speeds, the demand for specialized conveyor systems has expanded. Systems must withstand continuous heat exposures up to 200°C to 400°C without degradation. This requires next-generation elastomers containing advanced vulcanized polymers and anti-cracking compounds.
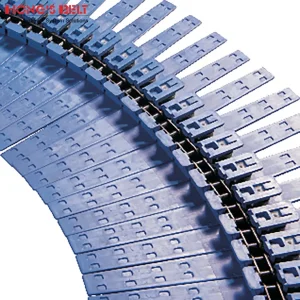
Interlocking modular setups have gained significant traction. Their mechanical layout simplifies localized repairs, reduces total downtime, and offers exceptional chemical resistance. In industrial sorting, manufacturing plants, and food packaging lines, these modular configurations facilitate high-speed distribution and heavy-duty load bearing.
Industrial operations in North America, the European Union, and Australasia prioritize more than just upfront unit costs. Procurement strategies are centered around Total Cost of Ownership (TCO), which factors in replacement frequency, operational energy consumption, and scheduled maintenance windows.
Dongguan Trakkx Tech Co., Ltd. addresses these challenges by offering engineered conveyor belts that provide a low elongation coefficient and high splice integrity. This significantly reduces downtime, resulting in substantial savings over the lifespan of the system.
| Performance Metric | Standard Heavy Load Belt | Trakkx Tech Reinforced System |
|---|---|---|
| Tensile Rating Range | EP100 - EP200 | EP100 - EP400 / ST Cord Custom | Abrasion Resistance | < 150 mm³ loss | < 90 mm³ loss (DIN ISO 4649) |
| Operational Lifespan | 12 - 18 Months | 36 - 60 Months (Condition-based) |
| Energy Save Coefficient | Baseline | Up to 15% Reduction in Rolling Resistance |
Advanced elastomeric compounds minimize indentation rolling resistance (IRR) on long conveyors, reducing power consumption at the drive pully.
Our engineered structural finger joints and vulcanization designs prevent belt separation under high dynamic stress cycles.
We configure carcass thickness, carcass layers (from 2 to 6 plies), top cover compounds, and bottom rubber profiles for precise matching with existing pulleys.
From sub-zero aggregate processing to food-grade sorting networks, Trakkx Tech engineers custom material transport systems.
Transporting high-impact materials like granite, copper ore, and coal requires extreme puncture resistance. Our Heavy Duty Nylon and Steel Cord belts absorb high drop energy and prevent longitudinal tearing, even in demanding open-pit and underground mining environments.
High-speed distribution centers require precise parcel tracking and low noise profiles. Our lightweight PVC, PU, and modular belt systems support barcode scanning, dynamic weighing, and multi-directional sorting systems, maintaining continuous throughput in distribution centers.
Foundries and metal processing lines subject belts to intense heat. Trakkx Tech’s EP-Type Heat Resistant belts feature high-grade synthetic elastomers that resist cracking, hardening, and thermal degradation up to continuous exposure limits.
Exporting to industrial regions like the EU, USA, and South America requires strict adherence to international safety and quality standards. Our manufacturing processes and materials comply with key global specifications to ensure safety, reliability, and consistent performance across operations.
Our heavy-duty belts undergo rigorous testing for flame-retardant properties, chemical compatibility, and mechanical strength, meeting certifications such as DIN 22102, ISO 340, MSHA, and FDA.
Before shipping, our technical teams test every production batch. In-house test processes include:
Our engineering roadmap focuses on integrating advanced technologies and sustainable materials into heavy industrial belting.
Integrating RFID chips and high-frequency embedded sensors allows operators to monitor carcass wear, cover temperature, and splice movement in real time. This enables transition from reactive maintenance to predictive maintenance schedules.
Our research and development team is working on incorporating bio-resins and recycled polyester fibers into non-critical layers of industrial belts, helping customers reduce the carbon footprint of their conveying equipment.