Precision manufactured handling components optimized for high-yield harvest, processing lines, and packaging environments.







Analyzing the global supply chain dynamics, material advancements, and engineering criteria that define high-efficiency agricultural conveying.
Modern agriculture has evolved from simple cultivation into a high-technology, hyper-automated sector. At the heart of this transformation is the need for continuous, uninterrupted material handling. Whether transporting raw grain from deep-pit elevators, conveying freshly harvested vegetables to sanitizing washes, or executing high-speed packaging operations, agricultural belting systems act as the arteries of agricultural logistics. Selecting the right belting components directly determines a crop processor's throughput, operational downtime, and regulatory compliance status.
Rising demands for automation, bulk shipping, and food safety drive agricultural operations to invest in durable, synthetic, and high-tensile rubber and polymer belts.
By combining fully integrated raw material supply lines with robotic vulcanization and precise synthetic fabric weaving, Chinese factories deliver unmatched quality-to-cost ratios.
From food-grade FDA PU to heavy-duty, multi-ply nylon-reinforced rubber (EP/NN), belts must match the physical and chemical demands of specific crops.
Across the global agribusiness landscape, material handling is undergoing rapid structural updates. Large-scale farming, cooperative storage elevators, and multi-national crop processing facilities require high-capacity transport solutions. In developed agricultural markets like North America and Western Europe, the focus has shifted toward energy-efficient, low-noise, and zero-maintenance systems. Concurrently, fast-developing processing hubs in South America and Southeast Asia require resilient belts capable of operating under high temperatures, humidity, and abrasive environments.
According to modern search and user intent data, industrial buyers are no longer just looking for "agricultural belts." They are actively filtering search parameters based on specific operational stresses: high tensile pull, minimum pulley diameters, low-stretch tension members, and resistance to environmental hazards. The global market is segmenting into high-durability rubber compounds for raw harvest handling (such as wheat, corn, and root vegetables) and thermoplastic polymers (PVC, PU, TPE) for mid-stream and downstream food processing.
The manufacturing ecosystem in China, particularly within advanced hubs like Dongguan, provides distinct competitive advantages for global OEMs and industrial distributors. This efficiency is rooted in three key industrial pillars:
Every conveyor belt undergoes comprehensive checks for tensile strength, elongation, thermal tolerance, and dimensional accuracy.








Agricultural belting is not a one-size-fits-all product category. Different nodes in the supply chain present distinct physical demands:
Requires high-capacity, low-stretch rubber belts (such as NN or EP plies) with anti-static characteristics. The constant transport of dry wheat or corn generates fine dust, making anti-static properties critical to prevent explosive hazard scenarios.
Demands high-performance PVC or PU materials. These materials must resist animal fats, vegetable oils, and harsh sanitizing chemicals. Cleats and side baffles are frequently required to convey loose products up steep inclines without back-slippage.
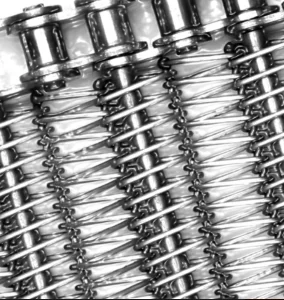
Relies on specialized Stainless Steel Wire Mesh or Chain Mail conveyor belts. These open-mesh systems allow optimal hot air circulation and oil drainage, making them essential for high-throughput pasta or noodle drying lines.
Several forward-looking developments are altering the landscape of agricultural material handling:
Eco-Friendly Thermoplastics: There is a growing demand for recyclable belting materials that reduce carbon footprints without compromising tensile performance. Bio-based polyurethane compounds are being tested to replace traditional petroleum-derived plastics.
Smart Belt Diagnostics: High-end conveyor systems are starting to integrate RFID chips or optical sensors to monitor belt wear, alignment, and splice integrity in real-time. This shifts maintenance models from reactive to predictive, preventing costly downtime during tight harvesting windows.
Enhanced Hygienic Designs: In the food processing sector, cross-contamination is a significant recall risk. Monolithic conveyor belts (homogeneous TPU without fabric reinforcement) prevent bacteria from harboring in exposed cords, representing the new standard for raw food lines.
For procurement officers, sourcing from a conveyor belt factory requires thorough verification. The key technical parameters that should be evaluated include:
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
Professional answers to common engineering, procurement, and maintenance questions regarding industrial conveyors.
EP conveyor belts utilize Polyester (E) in the warp (longitudinal) and Polyamide/Nylon (P) in the weft (transverse). This combination offers low elongation under load, high tensile strength, and excellent heat resistance. NN conveyor belts use Nylon (Polyamide) in both warp and weft, providing superior flexibility, high impact resistance, and excellent fatigue life. NN belts are ideal for shock-loading and deep-troughing agricultural applications, whereas EP belts are preferred for long-distance transport where minimal stretch is crucial.
Food-grade polyurethane (PU) and polyvinyl chloride (PVC) belts are formulated without hazardous plasticizers or heavy metals. They comply with strict regulatory frameworks such as the US Food and Drug Administration (FDA) standards and European Union Regulation (EU) 10/2011. PU features a non-porous surface that prevents organic juices, bacteria, and oils from penetrating the belt carcass, which simplifies Clean-in-Place (CIP) operations and prevents contamination.
Stainless steel wire mesh is preferred in high-temperature environments (over 100°C to 600°C), such as baking ovens, frying vats, dehydration tunnels, and instant noodle drying chambers. The open-mesh structure facilitates thermal airflow and rapid liquid drainage. It is also highly cleanable and resistant to mechanical damage from sharp or heavy products, which makes it suitable for demanding vegetable and crop washing lines.
For steep inclinations (typically between 20 to 90 degrees), standard flat belts will cause material backslide. Factories design belts with specialized profiles: cleats (T-cleats, C-cleats, or scoop cleats) to hold loose materials, and corrugated sidewalls to contain bulk solids along the edges. These profiles are hot-vulcanized or high-frequency welded directly onto the base belt to handle materials like grain, beans, or compost.
Explore our broader selection of specialty belts designed for harsh environmental and chemical conditions.







