Explore our premium grade materials engineered to withstand rigorous cleaning protocols, mechanical stress, and temperature variations.







Understanding the critical demand for food safety compliance, structural sanitation, and automated efficiency in the international market.
In the modern food manufacturing sector, conveyor belts are no longer considered simple mechanical components; they are critical HACCP (Hazard Analysis Critical Control Point) intervention zones. With escalating guidelines imposed by regulatory bodies such as the U.S. Food and Drug Administration (FDA), European Regulation EU 10/2011, and the USDA, processing plants globally must mitigate the risk of microbial contamination, cross-contact allergens, and particulate contamination.
The global food processing belting market has transitioned from basic PVC structures to advanced thermoplastics and modular assemblies. The driving force behind this transformation is the industry's need to eliminate areas where bacteria like Listeria monocytogenes and Salmonella can colonize. Modern plant designs emphasize "Hygiene by Design," demanding homogeneous materials that do not fray, absorb moisture, or delaminate.
Consequently, key global markets—ranging from highly consolidated poultry packaging facilities in North America to massive seafood processing hubs in Southeast Asia—are actively upgrading their machinery. This shift demands partnerships with manufacturers that possess deep material engineering expertise, ensuring operational uptime, compliance confidence, and reliable durability.

Selecting the optimal polymer structure based on mechanical properties, chemical resistance, and specific thermal dynamics.
A premium food processing belt must survive harsh cleaning cycles involving aggressive alkaline cleaners, chlorine, and hot water. Standard elastomers rapidly degrade under these conditions, leading to micro-cracks that harbor organic matter. We utilize specialized polymer synthesis to construct high-durability surfaces that remain elastic and microbial-resistant throughout their lifecycle.
| Material Category | Key Performance Strengths | FDA/EU Compliance | Optimal Temperature Limits | Primary Industrial Use Case |
|---|---|---|---|---|
| Thermoplastic Polyurethane (TPU) | Oil & grease resistance, zero plasticizer migration, abrasion-resistant | Fully Compliant | -20°C to +110°C | Bakery, confectionery, meat cutting, chocolate molding |
| Food-Grade PVC | Chemical resistance, non-toxic, cost-effective formulation | Fully Compliant | -15°C to +80°C | Fruit sorting, packaging operations, dry bulk handling |
| Acetal (POM) Modular | High tensile strength, low friction coefficient, excellent impact resistance | Fully Compliant | -40°C to +90°C | Meat line conveying, high-load bottle grids, IQF freezing tunnels |
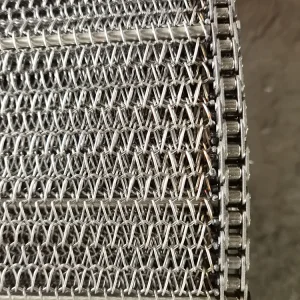
| Stainless Steel Wire Mesh | Thermal stability, maximum airflow, clean-in-place optimization | Fully Compliant | -50°C to +400°C | Baking ovens, continuous frying, battering & breading lines |
Features non-porous surfaces that prevent liquid absorption. Ideal for raw meat processing where liquid-tight operation is essential to control bacterial growth.
Configured with interlocking links to allow quick onsite module replacement, minimizing downtime compared to traditional continuous endless belts.
Engages sprockets directly, eliminating friction-driven tensioning. This reduces tracking failures and extends structural belt life in heavy-load lines.
Combining structural engineering expertise with modern production capacity to deliver high-performance conveying solutions worldwide.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
Our Manufacturing Facilities & Inspection Areas:







Analyzing specialized engineering requirements across diverse processing lines, from cryogenic freezing to thermal baking environments.
Processing red meat and poultry exposes conveyor systems to fats, bone fragments, and continuous moisture. Standard plied belts are susceptible to edge fraying, which poses a fiber contamination risk. Our solution utilizes homogeneous TPU belts with sealed edges, preventing oil absorption and supporting high-pressure washdowns. The design includes scraping systems that keep the belt surface clean without inducing excessive wear.
Oven discharge and cooling lines require materials capable of handling temperatures up to 120°C. For these applications, we supply high-temperature silicone-coated and wire mesh belts. The non-stick surface release properties prevent sticky dough residues from accumulating on the conveyor. In cooling loops, open-mesh structures maximize airflow, speeding up thermal stabilization before packaging.
Sub-zero processing requires belt flexibility down to -40°C. Standard PVC becomes brittle and cracks under these temperatures. Our modular polyethylene (PE) and acetal (POM) designs prevent product sticking during freezing while remaining mechanically stable under cryogenic conditions, ensuring consistent throughput.
Secondary packaging lines demand high-speed accumulation and sorting without damaging product outer cartons. Adjustable speed PU/PVC flat belts, curve units, and telescopic boom systems help optimize high-throughput warehouse loading. These belts maintain low noise profiles and high friction stability, facilitating a smooth transition from production to dispatch.
The convergence of material science, predictive monitoring, and automated efficiency in modern food processing.
Next-generation food belts integrate antimicrobial technology directly into the polymer matrix. Silver-ion additives disrupt the cell walls of microorganisms, reducing bacterial growth on the belt surface between sanitizing cycles. This does not replace mechanical washdowns but serves as an additional defensive layer against biofilm formation.
In high-output facilities, mechanical damage can lead to belt fragments entering the food stream. To prevent contamination issues, modular components are manufactured with additives that trigger metal detectors and X-ray scanners. This allows automatic rejection systems to isolate contaminated products before they leave the facility.
Friction between the belt and the support bed generates heat and increases energy consumption. By using dry-lubricated polymer compounds or woven fabric backings with low friction coefficients, modern conveyor belts reduce motor power requirements by up to 20%. This supports sustainability goals and extends the life of internal drive systems.
Incorporating optical sensor technologies allows systems to measure belt thickness and identify micro-fractures in real time. Processing plants can transition from reactive maintenance to planned intervals, reducing unscheduled line stoppages and improving total cost of ownership (TCO).
High-frequency welding machines enable the creation of seamless, endless belt splices directly on-site. The resulting joint preserves the tensile strength and flexibility of the original belt while eliminating open seams where bacteria could accumulate.
Structuring purchase specifications to verify compliance, mechanical tolerances, and long-term operating costs.
Procuring food-grade conveyor belts at an industrial scale requires evaluating both initial cost and long-term operational efficiency. Procurement teams should request comprehensive technical documentation rather than relying solely on material safety data sheets. Working directly with integrated manufacturers like Dongguan Trakkx Tech Co., Ltd. helps streamline supply chains and supports customization requirements.
Ensure that all raw materials are traceable back to the chemical supplier. Ask for FDA compliance certificates and EU 10/2011 declarations of conformity that match the specific polymer batch used for production.
Supply accurate operational data, including minimum pulley diameters, working tension requirements, chemical cleaning profiles, and ambient temperature ranges, to prevent premature mechanical failures.
For custom processing machines, partner with suppliers capable of prototyping custom accessories, such as tracking guides, sidewalls, cleats, and custom-molded profiles, to match specific application demands.
Expert engineering insights addressing common operational issues, maintenance practices, and compliance standards.
Standard industrial PVC belts often contain phthalate plasticizers to improve flexibility, which can migrate into fatty foods and contaminate the product. In contrast, FDA-compliant, food-grade PVC belts use non-migratory plasticizers or specialized polymer blends. They are designed to withstand direct contact with food products and resist chemical breakdown from oils and mild cleaning agents.
Common causes of mistracking include uneven belt tension, misaligned structural frames, or material buildup on pulleys and rollers. To prevent this, conveyor designs should feature crown-faced pulleys or tracking profiles (such as V-guides welded to the underside of the belt). Using positive drive systems, which engage sprockets directly, also helps maintain alignment under heavy loads.
TPU offers superior resistance to animal fats, greases, and oils compared to PVC, which can harden and crack when exposed to organic lipids. TPU also remains flexible at lower temperatures and provides high abrasion resistance, reducing the risk of micro-scratches that host bacterial colonies.
Modular plastic belts consist of interlocking links that can be replaced individually if damaged, saving maintenance time. They are driven by sprockets, eliminating the high tension required by flat belts and reducing wear on bearings and motors. Additionally, their open design allows water and cleaning solutions to drain easily during washdowns.
Belts should be cleaned using a multi-stage washdown process: a warm water pre-rinse (around 50°C) to loosen organic residues, followed by the application of an alkaline detergent to break down fats. After a set contact time, rinse the belt with clean water and apply a sanitized sanitizing agent. Avoid using high-pressure spray directly on the belt edges to prevent delamination.
Engineered systems designed to optimize material throughput, bulk logistics, and automated factory processes.