Advanced bulk handling technologies tailored for logistics, heavy engineering, and specialized industrial sectors.

In high-capacity material handling systems, conveyor belt fires represent one of the most severe operational risks. A single spark caused by bearing friction, mechanical misalignment, or static buildup can propagate rapidly along the belt, transforming a vital transport channel into a dynamic fire conduit. This hazard is exponentially magnified in underground mining, grain handling facilities, chemical processing plants, and petrochemical complexes. To mitigate these risks, heavy industries must deploy high-quality, self-extinguishing flame resistant conveyor belts.
As an established industrial partner, Dongguan Trakkx Tech Co., Ltd. delivers advanced, certified flame-retardant conveyor systems engineered to prevent flame propagation, minimize toxic smoke emission, and withstand severe wear. Our technical capabilities cater to rigorous global requirements, with a strategic focus on the specialized industrial requirements of the Kingdom of Saudi Arabia (KSA).
Saudi Arabia’s mining, infrastructure, and heavy industry sectors are experiencing unprecedented expansion driven by Saudi Vision 2030. Projects spearheaded by companies like Ma'aden (Saudi Arabian Mining Company) in phosphate, bauxite, and gold extraction, alongside major cement and petrochemical expansions in Jubail, Yanbu, and Ras Al-Khair, demand highly robust logistical solutions. However, deploying conveyor systems in KSA presents unique ambient challenges:
These environmental challenges demand engineered belts that combine structural integrity, UV stabilization, flame retardancy, and oil resistance in a single design.
Self-extinguishing rubber matrix utilizing specialized compounds to pass ISO 340 and DIN 22109 testing.
Integrated electrical conductivity conforming to ISO 284 limits build-up of static charges in dusty environments.
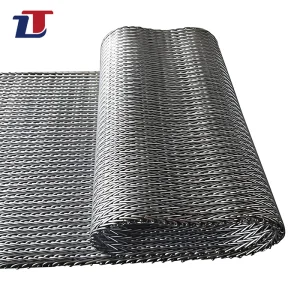
High modulus EP, steel cord, or Para-Aramid (Kevlar) fabrics ensuring minimal stretch and heavy load capacity.
Flame retardancy in conveyor rubber compound formulations relies on additive-driven chemistry. When exposed to ignition source temperatures:
1. Intumescent Action: The rubber compound decomposes, forming a carbonaceous char layer on the belt surface. This barrier restricts thermal transfer and prevents oxygen diffusion to deeper polymer matrices.
2. Halogen-Free Flame Retardants (HFFR): Compounds are formulated with metal hydrates, such as Alumina Trihydrate (ATH) and Magnesium Hydroxide (MDH). When heated, they undergo endothermic decomposition, releasing water vapor. This process cools the flame front and dilutes combustible gases.
3. Chlorinated/Brominated Systems with Antimony Trioxide: For severe applications, chlorinated polymers (like PVG or Chloroprene) combined with antimony trioxide synergists act in the vapor phase, capturing radical combustion species to rapidly extinguish flames.
• ISO 340 (EN 12882): Relates to laboratory-scale burner flame propagation tests. Requires the belt to self-extinguish within an average of 3 to 15 seconds after removing the flame source.
• ISO 284: Defines the electrical conductivity limit (maximum surface electrical resistance ≤ 300 MΩ) to prevent static charge buildup in coal and grain handling systems.
• DIN 22109-2 & MSHA: Rigorous flame exposure guidelines for underground mines and confined handling systems.
Large-scale shipping infrastructure along Saudi Arabia's coastlines—such as the King Abdullah Port, Jeddah Islamic Port, and King Abdulaziz Port in Dammam—manages substantial volumes of dry bulk materials. Trakkx Tech provides tailored system configurations for these locations:
At our manufacturing facilities, Dongguan Trakkx Tech Co., Ltd. implements a Factory 4.0 framework. We combine raw material selection with precision automation to ensure consistent quality in every belt length:
Our automated compound mixing centers utilize computer-controlled dosing systems for polymers, vulcanizing agents, and flame-retardant additives, ensuring uniform chemical distribution. Multistage calendering lines regulate rubber layer thickness, while heavy continuous press vulcanizers control temperature, pressure, and curing time to optimize crosslink density and rubber-to-fabric adhesion.








Quality assurance includes batch testing in our in-house lab, measuring tensile strength, elongation at break, and DIN abrasion resistance. Every production run undergoes flame-retardant testing to verify performance before shipment.
Navigating Saudi customs requires adherence to regional compliance protocols. For all shipments, Trakkx Tech manages documentation and regulatory requirements to simplify clearance at KSA entry ports:
Standard and customizable solutions engineered for high performance in mining, heat treatment, and extreme environments across Saudi Arabia.






Direct technical explanations regarding standards, compliance, and material selection for KSA operations.
ISO 340 specifies flame retardancy, requiring the belt to self-extinguish when the burner is removed. ISO 284 regulates antistatic characteristics, maintaining surface resistance below 300 MΩ to prevent electrostatic discharge in explosive environments, such as dry sulfur or grain ports.
We work with authorized conformity assessment bodies to supply third-party test reports, register products on the SABER portal, obtain the Product Certificate of Conformity (PCoC), and process the Shipment Certificate (SCoC) for customs clearance.
High UV exposure and ambient heat speed up rubber oxidation. We formulate our belts with anti-ozonants and heat stabilizers to prevent hardening and cracking, helping preserve mechanical strength and flame retardancy in desert conditions.
For petrochemical and refining environments, we produce conveyor belts with nitrile rubber (NBR) and chloroprene (CR) blends. These provide swell resistance when exposed to hydrocarbons while meeting self-extinguishing safety standards.
Standard production takes 15 to 25 days depending on the volume. Ocean shipping from Shenzhen or Guangzhou ports to Jeddah Islamic Port or Dammam Port takes approximately 15 to 20 days.
Get in touch with Trakkx Tech's engineering department. We offer customized design configurations, complete compliance support, and factory direct quotes for high-capacity industrial projects in Saudi Arabia.
Request Technical Specifications & Pricing