Engineered for high performance, compliance, and process safety. Discover our featured PU and heavy-duty conveying systems below.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
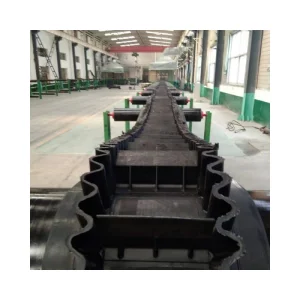
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.

The global industrial conveying sector has experienced a profound shift over the past decade. Traditionally reliant on PVC (polyvinyl chloride) and basic vulcanized rubbers, modern automation demands materials with higher flexibility, lower structural wear, and superior chemical resilience. Polyurethane (PU) conveyor belts—specifically those manufactured using Thermoplastic Polyurethane (TPU)—have emerged as the undisputed benchmark for high-performance and sanitary conveying applications.
Unlike PVC, which relies on added plasticizers to maintain flexibility (substances that can gradually leach out and contaminate the transported products or cause the belt to crack prematurely), TPU is inherently flexible. This molecular stability ensures that PU belts maintain structural integrity under persistent mechanical stress, dynamic flexions, and extensive temperature fluctuations. The global market value for TPU conveying components continues to accelerate, driven by the rapid expansion of clean manufacturing requirements in food processing, pharmaceutical production, and micro-electronics assembly.
From a commercial standpoint, manufacturers face stringent demands to achieve maximum uptime. Traditional conveying belts often degrade under chemical washdowns, oil exposure, or physical abrasion. Dongguan Trakkx Tech Co. addresses these challenges by optimizing raw polymer formulations, offering global exporters and distributors highly robust PU belts that slash maintenance overheads and prevent catastrophic production stops.
CE Certification is not merely a label; it represents a commitment to regulatory compliance, consumer safety, and mechanical excellence. In the context of material handling, CE markings assure engineering procurement departments that the conveyor belts comply with essential European health, safety, and environmental protection directives. This is particularly vital in direct food-contact and pharmaceutical environments, where chemical transfer could compromise consumer safety.
At Trakkx Tech, our PU belts adhere rigorously to the directives laid out by the European Union and the United States Food and Drug Administration (FDA). Our manufacturing facility is subjected to rigorous quality-control loops, ensuring compliance with:
For exporters and automated systems integrators, working with a CE-certified manufacturer simplifies the validation and certification of their complete production lines. This compliance profile ensures clean customs procedures and establishes an uncompromised level of trust with end consumers globally.
Conveying demands are never uniform. The application environment dictates the material properties required. Dongguan Trakkx Tech Co. engineers optimized variants tailored to specific geographic markets and localized operational landscapes:
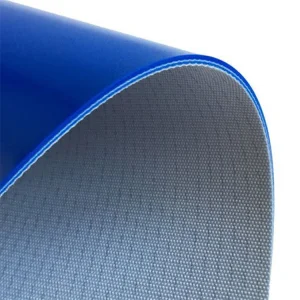
Designed to comply with rigorous HACCP requirements. European food processors rely on homogeneous blue PU belts, which feature no fiber plies to prevent bacterial growth and fraying, minimizing risk during raw poultry and dairy handling.
Optimized for logistics hubs, distribution centers, and warehouse sorting systems. Focuses on low friction, high tensile strength, and antistatic properties to lower energy consumption and control static buildup during high-speed packaging runs.
Electronics manufacturing plants in China, Japan, and Southeast Asia demand precise ESD (Electrostatic Discharge) safety. Trakkx Tech supplies customized PU belts that prevent static damage to sensitive semiconductor and circuit assemblies.
As industrial automation shifts toward smart manufacturing and IoT-driven factories, conveyor belts must transform from passive components into active parts of a synchronized production line. The technology roadmap developed by Dongguan Trakkx Tech Co. focuses on three core pillars:
1. Advanced TPU Formulations & Microbe Resistance: Incorporating food-safe antimicrobial compounds directly into the TPU matrix. This formulation prevents bio-film buildup and allows for easier cleaning cycles with fewer harsh chemicals, thereby extending the belt's overall service life.
2. Composite Structure & Kevlar Reinforcement: For applications demanding extremely high load capacities with zero belt elongation, we integrate high-modulus Kevlar cords within the TPU plies. This composite architecture prevents belt stretch, eliminates tracking issues, and reduces tensioning maintenance requirements.
3. Smart Splicing and Seamless Joins: Splicing is historically the weakest point of any conveying setup. Our specialized thermoplastic welding kits and techniques ensure that the joint achieves up to 90% of the tensile strength of the original PU material, creating a seamless, sanitary, and ultra-durable joint.
Selecting a conveyor belt based solely on initial cost is a common pitfall. A true calculation must factor in maintenance labor, replacement frequency, energy consumption, and the loss of production revenue during unexpected downtime. By investing in premium, CE-certified PU belts from Dongguan Trakkx Tech Co., Ltd., enterprises can achieve substantial long-term savings:
Combining engineering expertise with advanced manufacturing processes to deliver high-performance conveying solutions tailored to global demands.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.







Contact our engineering desk for custom material requests or specific dimension requirements.
Expert engineering answers to common technical queries surrounding PU belts compliance, material design, and performance optimizations.
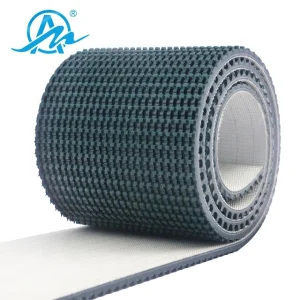
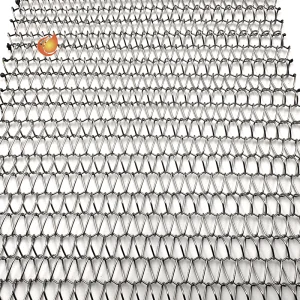
Complete your layout setup with our high-grade stainless wire meshes, flat leather, food-grade PU, and bucket lifting conveyor components.