

1 / 5
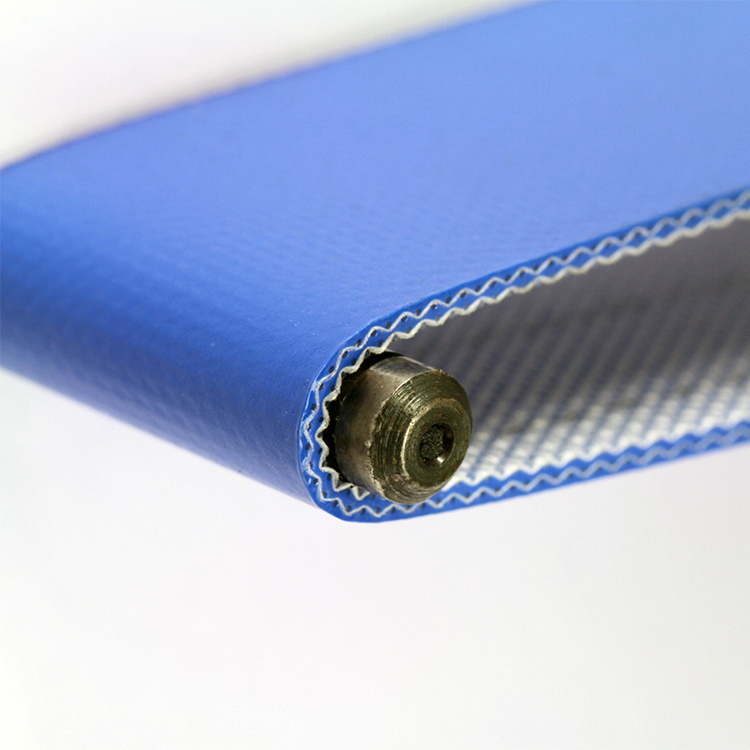

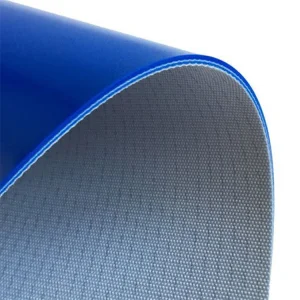
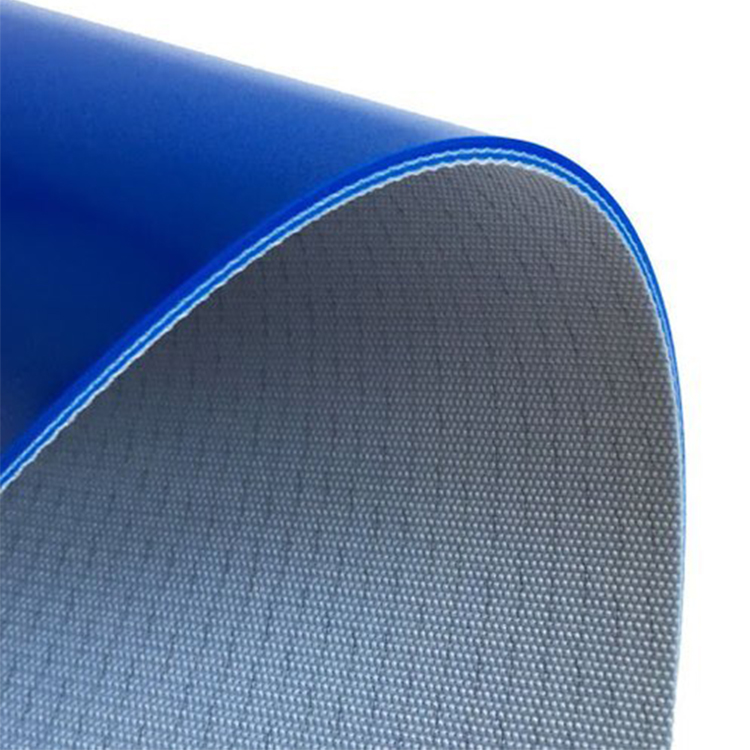
Polyurethane (PU) conveyor belts have a higher resistance to wear, abrasion, damage, oils and greases than other types of plastic conveyor belts. Polyurethane belts are therefore very suitable for the food industry and the pharmaceutical industry. Due to the composition of the PU, no harmful toxins or chemicals can be released from the conveyor belts.
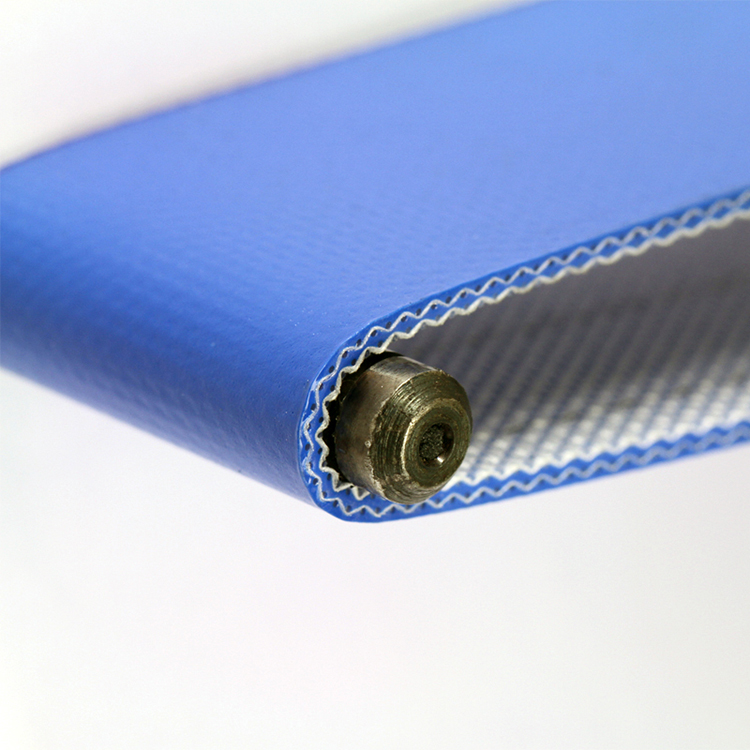
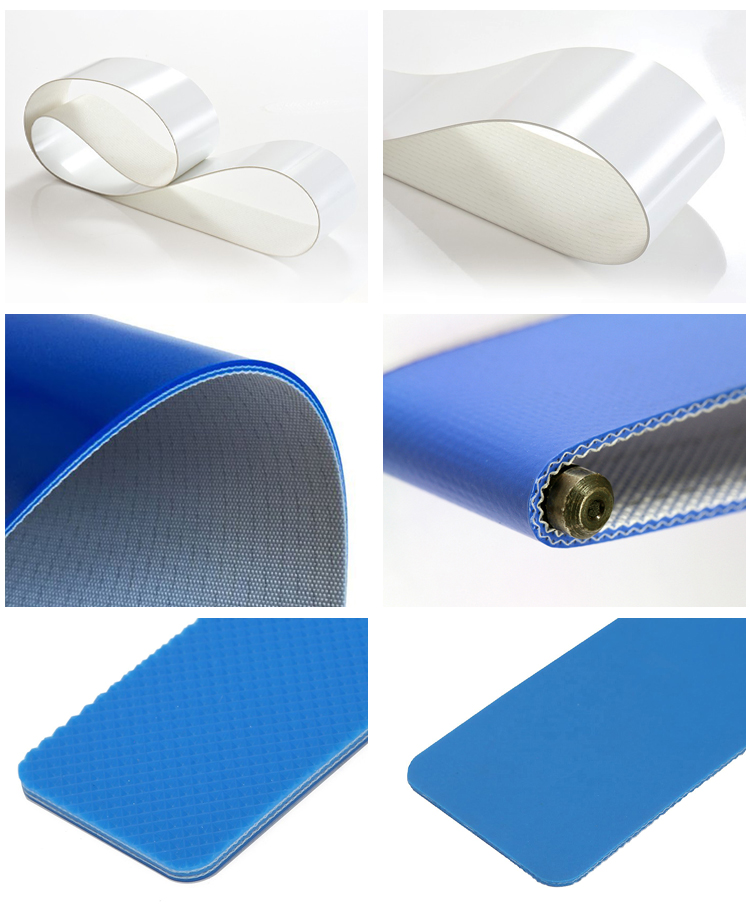
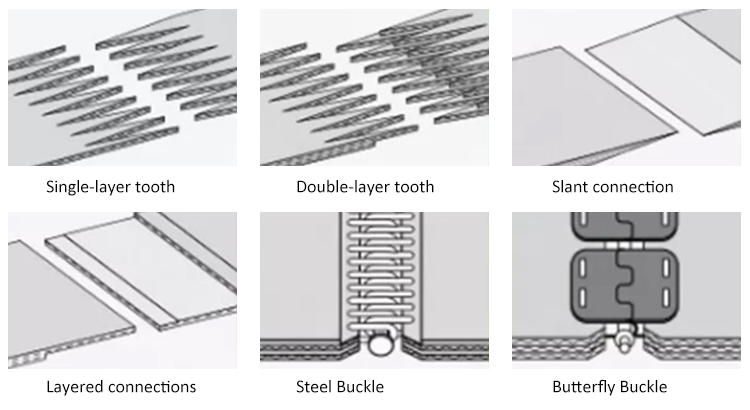
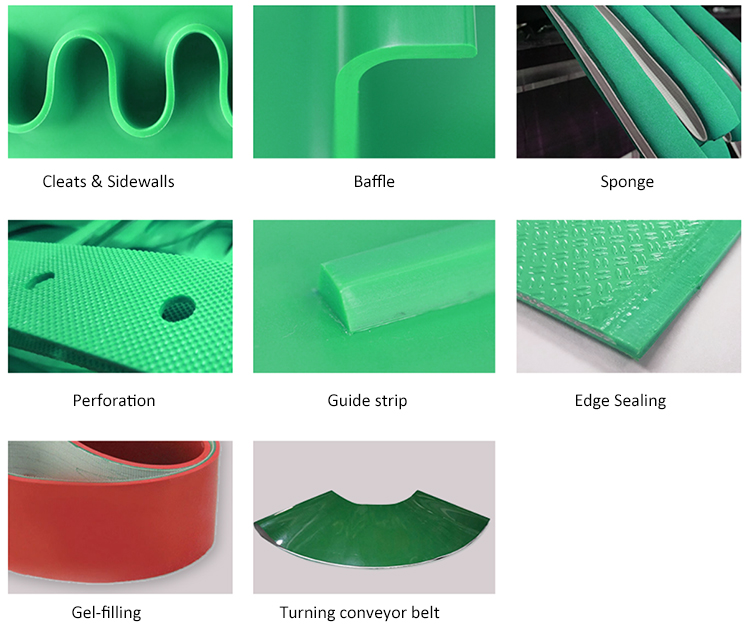
Standard 1 and 2 layer PU conveyor belts are kept in stock, which can be made endless or equipped with a mechanical fastener to facilitate installation on-site. All these belts can also be customized with sidewalls, guides, cams, and/or perforations. The attachment of sidewalls and flights is performed utilizing a High Frequency (HF) press, ensuring no excess material remains on the belt, and resulting in clean welded edges. Custom coating materials are also available upon request.
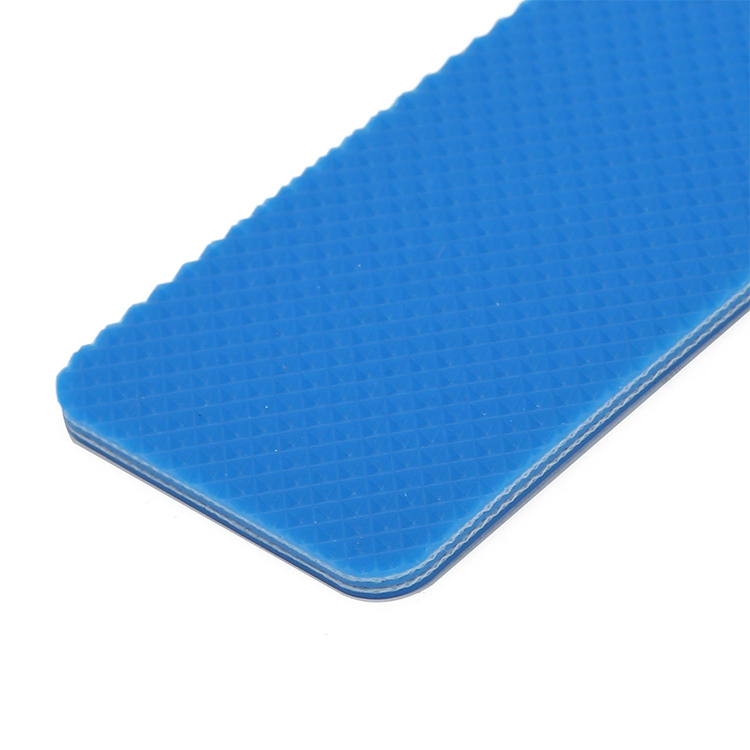
| Thickness(mm) | 1-4mm / customized |
| Width (mm) | customized |
| Length(m) | customized |
| Weight(kg/m2) | 1.2 ~ 10.9 |
| Color | Blue / White / Green / Transparent (customized) |
| Temperature range(℃) | -20/+90℃ |
| Characteristic | Lateral stability, Oil resistant, Antistatic, Cold resistant, Flame retardant, Low noise |
A good material for food industry conveyor belts is Thermoplastic Polyurethane (PU). TPU can be extremely useful for high-performance applications as it provides essential properties that many other types of similar polymers do not possess.
Although PU conveyor belts are classified into different categories based on their nature, their general features include high resistance to wear and abrasion and high resistance to vegetable, animal, and mineral oils and fats.
These key factors make PU Conveyor belts ideal for food industry use with highly demanding applications such as in the confectionary industry, requiring adaptability to temperature changes, superior abrasion, and easy-to-clean surfaces.