Discover our comprehensive range of high-performance conveyor systems engineered for heavy airports, industrial sorting, mining, and food logistics.







Within the complex architecture of aviation logistics, the efficiency of Airport Conveyor Systems operates as the heartbeat of ground infrastructure. As global air travel rebounds and cargo demands hit unprecedented volumes, airport authorities and engineering procurement contractors (EPCs) face the critical challenge of optimizing luggage flow, maintaining zero-defect security checks, and maximizing throughput rates.
For operations aiming to scale operations, partnering directly with leading China conveyor belt manufacturers provides a key operational and capital advantage. Modern systems must integrate check-in injectors, high-speed merge arrays, vertical sorting mechanisms, explosive detection system (EDS) integrations, and final claim carousels. Achieving synchronization across these points requires engineering precision, custom modular design, and robust mechanical structures designed for 24/7 runtimes.
Dongguan Trakkx Tech Co., Ltd. stands at the forefront of this industrial transformation. As a premium manufacturer specializing in industrial material handling, we integrate advanced research and development with scalable manufacturing pipelines. From customized food-grade modular conveyor belts to high-capacity baggage handling subsystems, we construct pathways to optimize workflow efficiency, reduce downtime, and achieve lower operational costs.

Verified profile and industrial footprint in advanced material handling conveyor manufacturing.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.







Consistently delivering heavy-duty manufacturing and precision design to overseas clients.
A deep breakdown of the engineering behind high-speed, secure, and automated airport luggage networks.
Consisting of multi-stage scale and dispatch conveyors. The system measures baggage weight, reads barcodes or RFID tags, and synchronizes the baggage inject sequence into the main collector lines with high positional accuracy.
Our conveyor structures interface with Standard 3 Explosive Detection Systems (EDS). The conveyor belt features precise start-stop capabilities, ensuring seamless tracking of bags as they pass through complex CT scanners.
Utilizing high-speed diverters, vertical sorting units, and cross-belt mechanisms to dynamically reroute bags to the respective flight makeup carousels without damaging luggage casings.
Engineered using interlocking friction-drive plastic or rubber slats in crescent layouts, offering low-noise, smooth-turning passenger claim options with energy-efficient drive motors.
Built-in vibration, temperature, and tracking sensors send real-time diagnostics to control software, enabling operations to fix potential belt deviations or motor wear before causing airport delays.
Intelligent optical sensors detect the presence of luggage on individual conveyor sections, allowing inactive paths to enter standby mode, reducing power consumption up to 45%.
Adapting conveyor designs to match specific environment stressors, terminal volumes, and operational demands.
Large hubs require massive multi-level baggage networks featuring complex loops, dynamic high-speed merges, and direct plane-side loading systems. Our heavy-duty steel cord belts and modular systems handle continuous, high-weight impact loads with minimal elongation, ensuring sorting accuracy remains consistent across miles of track.
For smaller regional airports, capital expenditures must match streamlined layouts. Our standard horizontal and vertical flat rubber belts provide low maintenance, high-reliability transport lanes that allow direct check-in-to-makeup flows without complex computing architectures, optimizing budget allocations.
Beyond passenger bags, cargo hubs require flat-top modular belts, V-shaped chevron belts for inclined slopes, and heavy-duty steel cord conveying systems. These setups transport heavy palletized cargo, bulk raw shipments, and package mail between transport vehicles and air transport units, handling temperature variations from -25°C to +60°C.
At air freight distribution points, handling perishables, pharmaceuticals, and fresh seafood requires strict sanitary controls. Trakkx Tech’s customized food-grade modular conveyor belts (Har1600t Series) feature anti-microbial surfaces and easy-wash washdown configurations, satisfying strict food safety standards.
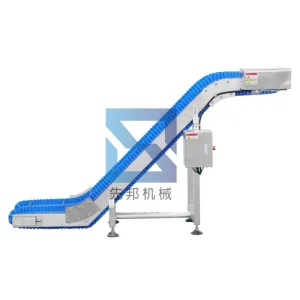
Modern transit hubs often interface airport check-in services with local rail stations. Our modular space-saving, low-clearance vertical lifts and portable conveyors accommodate quick luggage transfers between platforms and airport shuttle carts within constrained spaces.
Review the industrial specifications of Trakkx Tech’s heavy-duty conveyor belt systems.
| Conveyor Type | Belt Material & Construction | Tensile Strength (N/mm) | Maximum Capacity / Speed | Primary Industrial Application |
|---|---|---|---|---|
| Steel Cord Conveyor Belt | Rubber + High-Tensile Steel Wire Cords | Up to 5400 N/mm | 6.0 m/s / up to 8000 t/h | Long-distance mining, bulk cargo transport, airport airside distribution |
| Modular Plastic Belt | PP / PE / POM (Food Grade Polymer) | Up to 45,000 N/m | 2.5 m/s / up to 2500 kg/m² | Food processing, check-in curves, packaging plants, parcel sorting |
| EP Fabric Conveyor Belt | Polyester (Warp) & Nylon (Weft) Plies | 100 - 630 N/mm per ply | 4.5 m/s / up to 4500 t/h | Stone crushing, coal mining, heavy aggregate handling, bulk airport terminal lines |
| Chevron / V-Shape Belting | Molded profile vulcanized rubber | 200 - 800 N/mm | 3.0 m/s (up to 40° inclination) | Inclined transport, bulk sand/waste handling, aircraft cargo hold loaders |
| PVC Conveyor Belt | Synthetic PVC with woven fabric reinforcement | 80 - 300 N/mm | 2.0 m/s | Light-duty logistics, post office mail sorting, agricultural crop feeding |
Why global system integrators source directly from our Dongguan manufacturing facilities.
Located in the Pearl River Delta industrial cluster, Trakkx Tech maintains direct, high-volume partnerships with major steel producers, specialized chemical suppliers, and high-performance motor manufacturers. This localized network buffers us against global logistics bottlenecks and keeps raw material costs stable.
Our design office utilizes advanced 3D CAD modeling and finite element analysis (FEA) to draft custom structures, tracking frames, and modular configurations. We easily adapt conveyor lengths, widths, speeds, structural materials, and belt layouts to suit your specific space and building constraints.
Our factory employs automated testing rigs that evaluate conveyor belt tensile strength, wear resistance, fire retardancy, and tracking deviation under simulated high-load conditions before shipment. Every belt leaving our production floor matches CE, ISO 9001, and DIN parameters.
Our commitment to sustainable engineering, digital twin integration, and autonomous systems.
The next decade of material handling demands intelligent, highly responsive logistics networks. Trakkx Tech is actively developing key technological upgrades across our conveyor systems to support smarter operations:
Answers to common technical, logistics, and order queries for system designers and purchasers.
Explore our specialized material transport belts engineered for high-angle elevation, chemical resistance, and mining sectors.