

Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our comprehensive system configurations serve the demanding requirements of modern high-throughput manufacturing environments. By deploying multi-lane configurations alongside our classic single-lane architectures, we support factories transitioning to fully automated workflows, offering systems that are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities globally.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
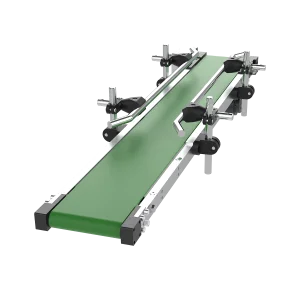
As manufacturing space becomes increasingly valuable and throughput speed requirements escalate, the limitations of traditional single-lane conveyors become apparent. Dual Lane Conveyor Systems represent a paradigm shift in material logistics, allowing two independent or synchronized transport paths to operate within the exact same structural footprint. This space-efficient layout provides production managers with unparalleled process design flexibility, enabling asynchronous routing, buffer accumulation, parallel processing, and redundant fail-safes without requiring extensive floor renovations.
Both tracks run in precise electronic sync via variable frequency drives (VFD) and encoder feedback, ensuring dual-sided components or wide items are transported perfectly flat without structural skewing or physical stress.
Allows independent velocities on each lane. While Lane A feeds assembly machinery with raw components, Lane B can act as a reject loop, buffer zone, or carry finished sub-assemblies back to quality inspection.
Equipped with high-precision manual lead screws or automatic motor-driven guides, lanes can instantly expand or contract to accommodate varying product widths (e.g., standard PCBA panels to bulk parts).
The global manufacturing ecosystem has recognized China—specifically the advanced industrial zones of Dongguan—as the premier sourcing destination for automated handling hardware. The advantages of leveraging a China OEM conveyor supplier like Trakkx Tech extend far beyond simple labor cost margins:
Custom dual lane conveyor systems are not general-purpose machinery; they are highly specialized material distribution networks. We engineer system architectures tailored to specific macro-industrial challenges:
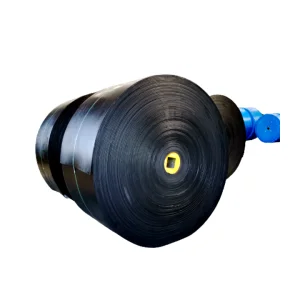
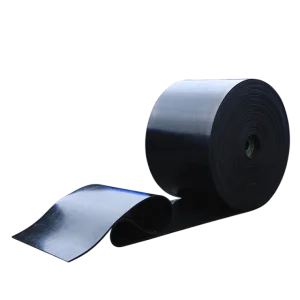
The production of Electric Vehicle (EV) batteries requires the transport of extremely heavy battery cells and pack modules. These lines require high load-bearing conveyors with fire-retardant, high-strength EP fabric rubber belts. Our custom dual-lane lines provide synchronized support for wide battery trays while allowing cooling air to pass upward from beneath the gap between the lanes.
In PCBA (Printed Circuit Board Assembly) and surface-mount technology (SMT) workflows, static electricity is a constant failure risk. Our dual lane systems incorporate ESD-safe PU timing belts with steel cords and conductive wear strips. The dual-lane format doubles the capacity of reflow ovens and pick-and-place lines by staging two parallel streams of PCBs concurrently.
Sourcing sterile equipment is paramount for pharmaceutical packaging. Our customized systems can feature mirror-finish stainless steel wire mesh belts or custom clean-white food-grade PVC. The open center design between the twin lanes minimizes dust gathering surfaces, simplifies under-belt sanitation, and accommodates complex optical scanners checking glass vials from both top and bottom angles.
Equipped with highly wear-resistant, fiberglass-reinforced mesh and high-grade stainless steel frames, our washdown conveyor systems handle wet, hot, or chemically demanding environments. The dual-path architecture enables split-stream sorting, permitting quality inspectors or pneumatic ejectors to isolate tainted produce on one lane while the main batch moves forward untouched.
The conveyor manufacturing industry is undergoing a digital revolution. Buyers are transitioning from simple mechanical components to intelligent, data-driven conveying systems. The following mega-trends are actively shaping the designs emerging from Trakkx Tech’s R&D department:
Integrating smart vibration and thermal sensors on the main roller bearings and gearboxes allows factory networks to monitor belt tension and drive fatigue in real-time, executing predictive maintenance prior to costly downtime.
Modern facility directors demand modular conveyor segments. Our frames are designed with uniform structural slots, allowing auxiliary modules (like incline gates, scanners, pneumatic rotators) to be added without structural rebuilding.
With global carbon regulations tightening, we focus on minimizing frictional coefficients. By applying ultra-low friction wear strips and lightweight, high-tensile materials, motor requirements drop by up to 22%, saving energy.
For purchasing directors, system integrators, and plant engineers, selecting the right dual lane conveyor manufacturer is a high-responsibility task. Sourcing heavy-duty equipment internationally requires structured due diligence. Trakkx Tech simplifies this complex workflow by offering transparent operational guarantees:
Every conveyor system engineered at our facility undergoes a strict Factory Acceptance Testing (FAT) process. We simulate dynamic load conditions, track belt alignment over extended continuous running hours, and inspect electronic components to guarantee structural compliance before shipping overseas.
To serve international buyers in North America and Europe, our products comply with standard certification requirements. We offer CE certificates for electrical modules, FDA-compliant conveyor belt formulations (PU/PVC) for food and drug environments, and heavy-duty EP fabrics compliant with DIN standards.
Take a look inside our modern facility in Dongguan, China. Our assembly floors, testing bays, and precision machinery ensure every custom OEM conveyor meets elite performance metrics:








Below are key technical answers addressing the most common issues engineers and buyers face when choosing, deploying, or maintaining custom multi-lane systems: