Explore our selection of heavy-duty conveyor belts, custom modular plastic structures, and automated rollers designed to operate reliably under extreme mechanical load and temperature variations.






In the modern manufacturing landscape, materials handling is no longer a secondary logistical task; it is the vital nervous system of the automated factory floor. As industrial automation accelerates under the Industry 4.0 paradigm, the demand for precision-engineered, energy-efficient, and durable conveyor belt rollers and auxiliary components has surged globally.
Historically, standard mass-manufactured conveyor systems were selected based on static load and speed calculations. However, the rise of specialized e-commerce logistics, high-volume mining extractions, chemical processing plants, and food-grade packaging facilities requires tailored solutions. Today's systems demand lower noise outputs (measured under 60 dBA for operator safety), decreased vibration harmonics to protect high-precision conveyor electronics, and reduced rolling resistance to cut overall power consumption. A reduction in rolling friction by even 10% can generate substantial energy cost savings over large logistics hubs running 24/7 operations.
Key to this transformation is the integration of multi-material engineering. Manufacturers must balance structural rigidity with weight distribution. High-strength steel rollers are still the industry standard for bulk handling in mining, but engineered polymers, such as high-density polyurethane (PU), polyvinyl chloride (PVC), and acetal-based modular chains, are dominating processing lines. These materials offer unique benefits: resistance to chemical corrosion, low adhesion for sticky materials, antimicrobial surfaces for food processing, and precise tolerance controls for high-speed parcel sorters. By understanding the mechanical shear stress, environmental conditions, and speed requirements of each system, engineers can optimize roller design to eliminate unexpected system downtime and maximize long-term return on investment (ROI).
Dongguan Trakkx Tech Co., Ltd. is a leading, professional China-based conveyor belt manufacturer and exporter specializing in premium industrial material handling and conveying solutions. Serving a diverse range of global industries, Trakkx Tech delivers robust, efficient, and highly customized conveyor systems engineered to optimize manufacturing processes, improve operational workflow, and reduce total cost of ownership (TCO).
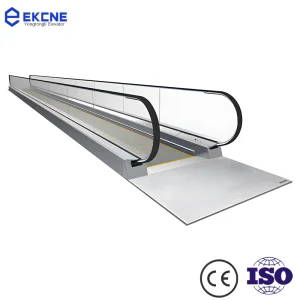
Our product portfolio ranges from industrial conveyor belts, belt conveyor systems, modular conveyors, and motorized roller conveyors, to specialized high-inclination conveyors, assembly line systems, and packaging lines. Backed by rigorous material science research and advanced precision engineering, our products are widely adopted in global logistics hubs, food processing lines, automotive assembly facilities, pharmaceutical packaging cleanrooms, and chemical plants.
By blending engineering expertise with advanced manufacturing processes, we turn clients’ technical challenges into high-efficiency solutions. Our experienced technical engineering team works in partnership with clients across the entire lifecycle: from initial consultation, structural system design, and customized prototyping to precision production, rigorous installation support, and proactive after-sales services.
Our modern manufacturing facility is equipped with advanced CNC lathe machinery, automated welding robots, precision belt vulcanizing equipment, and strict quality control stations to ensure structural durability under heavy loads. Every component undergoes rigorous testing—including dynamic balancing, runout measurements, and load simulation tests—before leaving our facility. This ensures reliable operation and reduces maintenance overheads for our international partners.




Choosing the right conveying media requires matching mechanical properties to the specific environment. Modern applications call for targeted materials, detailed below:
Ideal for heavy industrial and high-temperature environments. EPDM (Ethylene Propylene Diene Monomer) rubber provides excellent heat resistance, thermal stability, and aging resistance, making it suitable for transporting materials like hot sinter, cement clinker, and chemical fertilizers. It withstands continuous temperatures above 150°C and peak temperatures up to 200°C without significant hardening or structural breakdown.
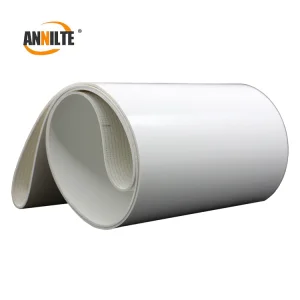
Polyurethane elastomers offer excellent wear, oil, and chemical resistance, along with low mechanical noise. This makes food-grade PU belts ideal for the food processing and pharmaceutical industries. PVC is widely used in general warehousing and packaging logistics, providing a cost-effective, high-grip solution with good flame retardance and surface durability.
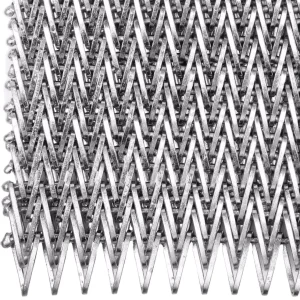
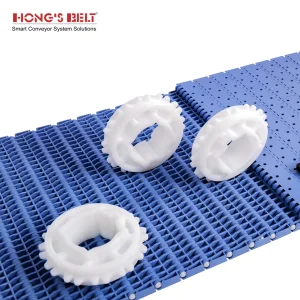
Engineered acetal, polypropylene, and polyethylene plastics are used to create robust modular chains and flat-top grids. These systems handle complex paths, including tight curves and steep inclines. For extreme thermal or sterile conditions, stainless steel wire mesh provides the necessary chemical resistance, drainage, and thermal tolerance.
The performance of these materials depends on matching design factors. For instance, in heavy mining applications, nylon fabric cores (such as EP100 to EP400 models) must be matched with rubber covers that protect against sharp rocks. In parcel distribution centers, PVC belts must combine low friction and high tensile strength to handle rapid acceleration on sorting lines without stretching or slipping.




Procurement managers face several challenges when sourcing conveyor system components internationally, including quality control, compliance, and supply chain logistics.
The future of materials handling is shifting toward smart and sustainable systems. Dongguan Trakkx Tech Co., Ltd. is actively designing and refining products to meet these upcoming changes:
Incorporation of smart IoT sensor arrays inside conveyor rollers. These integrated sensors monitor temperature, vibration, and bearing wear in real-time, allowing operators to schedule maintenance before a bearing failure halts production.
Developing lightweight, high-density polymer belts and low-inertia aluminum roller options. By reducing system weight, these components lower energy usage, helping companies meet strict carbon emission targets.
Transitioning toward recyclable thermoplastic elastomers for modular belts. Our R&D team is engineering recyclable materials that perform reliably while reducing overall environmental impact at the end of their lifecycle.
Answers to common technical questions asked by system integrators, design engineers, and purchasing teams:
Discover our range of modular plastic conveyors, specialized airport and passenger transport systems, stainless steel wire mesh belts, and smart motorized roller systems.