Engineered to optimize material flow, increase operational throughput, and satisfy rigorous international safety benchmarks.








The global industrial conveyor system market is experiencing an unprecedented evolution driven by automation, smart warehousing, and high-capacity manufacturing. Infeed and outfeed belts serve as the structural framework of any automated manufacturing, packing, or raw material handling system. They act as critical links connecting processes, ensuring that materials transition smoothly without damage, speed loss, or bottlenecks.
Whether handling high-volume agricultural products, heavy mining ores, precision-sorted logistics packages, or ultra-hygienic food items, the selection of the appropriate belt system has a direct impact on operational efficiency. Modern operations utilize specific compound materials such as polyurethane (PU), polyvinyl chloride (PVC), EPDM rubber, and stainless steel to manage varying temperature limits, chemical environments, and mechanical stresses.
Different regions present unique sorting challenges. European markets emphasize food-safety compliance (FDA, EU regulations) and modular layouts. The North American sector focuses on high-speed distribution, telescopic loading systems, and mining durability. Emerging economies in Asia require high adaptability, adjustable speed drives, and custom layout configurations.
Modern infeed and outfeed conveyors are no longer standalone transport units. They are now integrated with photoelectric sensors, variable frequency drives (VFDs), and logic controllers (PLCs) that allow automated sorting, metering, and tracking of goods in real-time.
From cleanroom medical facilities handling sterile vials to heavy-duty aggregate mining environments moving sharp ores, selecting specialized materials like EPDM rubber, structured PVC, or modular high-density plastics defines the system's operational lifespan.
Chinese conveyor belt manufacturers have transitioned from low-cost producers to global leaders in custom material handling technology. Leveraging an integrated supply chain, highly skilled engineering hubs in regions like Dongguan, and advanced vulcanization machinery, factories here achieve unmatched lead times and bespoke customization capabilities.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, they provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Their product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, these solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, engineering expertise is combined with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. The experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Their manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. They are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth. Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service.








How high-quality structural engineering impacts conveyor line efficiency, downtime prevention, and lifecycle performance.
| Material Type | Primary Application | Max Operating Temp | Key Advantage | Compliance / Certifications |
|---|---|---|---|---|
| Food-Grade PU (Polyurethane) | Infeed bakery lines, meat processing, packing | 110°C | High grease & oil resistance, anti-bacterial surfaces | FDA, EU Directive, NSF |
| EPDM Heavy Rubber | Outfeed mining, sandstone, industrial ovens | 220°C | Exceptional heat dissipation, tear resistance | ISO 4184, DIN 22102 |
| Suspended Steel Mesh (SS304/SS316) | Thermal baking ovens, rapid cooling zones | 600°C | High mechanical strength, liquid drainage | CE, Sanitary Standard |
| Reinforced PVC | Logistics, warehousing, general packaging lines | 80°C | High dimensional stability, cost efficiency | ISO 9001, Anti-static standard |
An objective, structured review of the world's leading conveyor belt manufacturers based on research, design prowess, material science, and global support capabilities.
Core Specialization: High-end synthetic flat belts, plastic modular belts, and timing belts.
Habasit stands as an industry pioneer, offering tailored solutions for food processing, logistics, and automotive assembly. Their patented modular belts feature exceptional cleanability and precise tracking mechanisms that make them ideal for infeed pacing systems.
Core Specialization: Synthetic process belts, solid woven PVC, and endless woven belts.
Operating in over 150 countries, Ammeraal Beltech is a market force in airport luggage sorting lines and heavy industrial distribution. Their food-grade belts adhere to the strictest global sanitary guidelines.
Core Specialization: High-efficiency Siegling Transilon conveyor belts, flat power transmission belts.
Forbo Siegling focuses on minimizing operational noise and friction coefficients. Their belts are heavily utilized in pharmaceutical facilities and high-precision packaging machine infeeds.
Core Specialization: Custom modular conveyors, adjustable speed belts, telescopic container loaders, and specialized OEM systems.
Combining high-efficiency production lines with custom engineering, Trakkx Tech offers global buyers rapid prototyping, custom sizing, and structural modification. They excel in integrating advanced variable-speed electronics with EPDM rubber and PU belt systems.
Core Specialization: Heavy-duty industrial conveyor belts, steel cord reinforcements, mining-grade rubber.
For aggressive applications like mining, aggregate hauling, and heavy sandstone transport, Fenner Dunlop provides robust, rip-resistant belt compositions that withstand extreme outfeed impacts.
Core Specialization: Textile and steel cord conveyor belts, diagnostic health monitoring tools.
Continental delivers cutting-edge industrial products with built-in sensors that transmit conveyor wear metrics. Their belts are vital for smart factories employing predictive maintenance systems.
Core Specialization: Modular plastic conveyor belts, activated roller belt (ARB) technology.
Intralox revolutionized product sorting. Their ARB technology enables rapid 90-degree turns and continuous product flow, ideal for busy outfeed logistics systems.
Core Specialization: Power transmission belts, curved conveyor systems, precision logistics components.
Nitta brings Japanese high-precision engineering to conveyor belt production. Their proprietary rubber compounds ensure consistent coefficient of friction, reducing slippage on steep-incline applications.
Core Specialization: Light-weight synthetic conveyor belts, TPU and PVC endless belts.
YongLi has built a robust distribution network globally, specializing in standard light-duty sorting belts for electronic assembly and agricultural processing.
Core Specialization: High-performance elastomeric belts, heat-resistant conveyor products.
Bando focuses on environmentally sustainable manufacturing, creating conveyor belts with low volatile emissions and high energy efficiency for clean automotive factories.
Each industry demands unique mechanical constraints. Below, we break down the operational profiles required across different application environments.
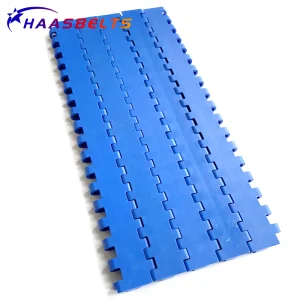
Belts must resist constant washing cycles, high moisture levels, and organic oils. Using customized food-grade blue PU belts prevents mold growth and allows for optical sorting of fruits, grains, and packaged foods. Incline profiles (chevron patterns) help carry loose items to higher hoppers without rollback.
Outfeed systems in quarrying need to tolerate high impact drops, abrasive rock edges, and variable weather. Steel cord reinforced rubber belts with high tensile strength are critical for avoiding costly tearing disasters. EPDM rubber handles the heat generated by friction and hot industrial baking kilns.
Sorting plants rely on variable speed telescopic belt systems. An automated infeed belt aligns the packages to ensure barcode scanners read details accurately. Outfeed systems must move items into containers using flexible telescopic segments to minimize physical operator exertion.
When selecting an infeed or outfeed belt manufacturer for high-volume operations, procurement teams should evaluate suppliers against these operational benchmarks to ensure high return on investment (ROI):
As the smart factory model gains global traction, two major trends are shaping the future of infeed and outfeed belts:
Get answers to the most common engineering and procurement questions regarding industrial belt lines.
PU (Polyurethane) belts are highly resistant to animal fats, oils, and chemical washdowns, and can withstand higher mechanical wear, making them ideal for raw food handling. PVC belts are more economical, offer excellent dimensional stability, and work well for logistics, box conveying, and packaging lines where direct food contact isn't required.
Standard rubber belts begin to crack, harden, and lose flexibility at temperatures exceeding 80°C. EPDM (Ethylene Propylene Diene Monomer) rubber belts are specially formulated to withstand continuous temperatures up to 220°C (and brief spikes higher) without degrading, making them standard for industrial ovens, chemical processing, and foundry outfeed operations.
Infeed belts feed products into machinery like wrappers, printers, or robotic arms. If the belt drifts or mistracks, products will be misaligned, leading to packaging jams, printing errors, or safety sensor triggers. High-end infeed belts incorporate V-guides on the underside to ensure absolute linear stability.
Dongguan and other Chinese industrial hubs house complete manufacturing supply chains, from raw steel and motor manufacturing to polymer science and CNC machining. This concentration allows manufacturers like Trakkx Tech to design, manufacture, and test customized conveyor structures and ship them globally in a fraction of the time required by traditional localized vendors.
Select the ideal model according to your industry’s chemical, heat, load, and dimensional needs.