High-durability belts custom-engineered to meet Canadian regulatory guidelines and optimized for high-capacity local distribution and processing facilities.



In the modern landscape of North American logistics and industrial processing, the Greater Toronto Area (GTA) functions as a crucial epicenter. Anchoring the Golden Horseshoe, Toronto's industrial zones demand robust, high-availability hardware to manage material flow. As processing volumes surge across ecommerce distribution facilities, food production lines, and mining aggregates, the reliance on high-durability conveyor belt technology has never been more critical.
At Dongguan Trakkx Tech Co., Ltd., we serve the Toronto industrial sector as a major Chinese manufacturer and exporter of heavy-duty, high-precision industrial conveyor belts. By combining advanced polymer engineering with strict structural testing standards, our conveyor systems deliver the reliability and long-term performance required to reduce unscheduled downtime and maintain continuous, efficient workflows.
Information Gain Metric: Through extensive testing, Trakkx Tech's specialized thermopolymer formulations demonstrate up to a 30% increase in abrasion resistance compared to standard low-cost domestic alternatives. This enhancement directly reduces operational cost-per-hour metrics for high-throughput distribution hubs.
The Toronto market features a diverse mix of light-to-heavy industrial environments, each presenting unique material handling challenges:
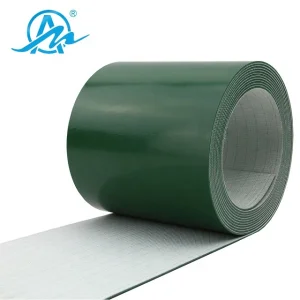
Centering around Mississauga, Brampton, and Vaughan, massive fulfillment centers handle millions of package touchpoints daily. Conveyor belts operating in these locations must feature low-noise profiles, flame-retardant properties, and high-friction top surfaces to prevent slippage on steep inclines. A single hour of unexpected belt failure can disrupt regional distribution chains, highlighting the value of highly reliable, wear-resistant PVC and PU belt formulations.
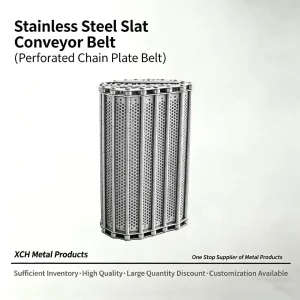
Ontario's food and beverage sector requires conveyor belts that strictly comply with Health Canada, FDA, and Canadian Food Inspection Agency (CFIA) standards. Preventing microbial contamination is a top priority. Our food-grade TPU, PU, and perforated stainless steel link systems are engineered to withstand rigorous daily washdown protocols using harsh chemicals, high-pressure sanitization, and temperature extremes without degrading.
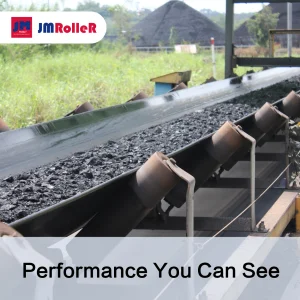
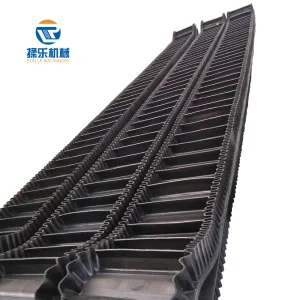
The GTA's continuous urban growth maintains high demand for concrete, asphalt, and aggregate materials. Processing these abrasive elements requires robust multi-ply EP fabric and steel-cord rubber conveyor belts. These belts are specifically engineered to resist heavy impacts, sharp cuts, and deep gouges from raw rock, slag, and mining waste.
The global conveyor manufacturing sector is transitioning toward smarter, more sustainable, and increasingly modular product architectures. Toronto procurement teams are prioritizing several key industry developments:
Shipping industrial equipment to Canada requires strict compliance with local safety and operational standards. At Trakkx Tech, we ensure our products meet all relevant Canadian regulations:
For mining and indoor industrial environments, flame-retardant properties must align with CSA M422-M87 guidelines. Electrical conductivity properties are strictly monitored to control static buildup in explosive dust-filled environments, such as grain silos or wood processing plants.
By maintaining clear traceability documentation, chemical analysis reports, and ISO 9001:2015 test sheets, we ensure our products clear CBSA customs quickly and integrate smoothly into our clients' existing machinery.
Every conveyor belt undergoes strict stress testing, splice validation, and quality inspections prior to global shipment.








Selecting the correct material composition and structural reinforcement is essential to maximizing the service life of conveyor lines. Below is a comparative overview of different belt substrates engineered for Toronto's diverse industrial sectors:
| Belt Substrate | Tensile Class | Working Temp. | Primary Application | Regulatory Standards |
|---|---|---|---|---|
| Thermoplastic Polyurethane (TPU) | Light to Medium | -20°C to +80°C | Direct Food Handling & Packing | FDA, CFIA, EU Standard 10/2011 |
| Polyester/Nylon Fabric (EP) | High (EP300 - EP600) | -30°C to +90°C | Aggregates, Cement, Bulk Handling | CSA M422, DIN 22102 |
| 304/316 Stainless Steel | Extreme Duty | -60°C to +400°C | Baking, Canning, Glass Metallurgy | USDA Approved, Fire-Retardant |
| Polyvinyl Chloride (PVC) | Medium Duty | -15°C to +80°C | Warehouse Logistics Sortation | ISO 340 Flame Retardancy |
By adjusting raw material formulations—such as modifying polymer chains or adding high-durability plasticizers—our engineering department designs belts to perform reliably in demanding environments. This optimization provides reliable support for operations ranging from sub-zero Canadian aggregate sorting to high-temperature food baking lines.
Explore our diverse range of conveyor belts, engineered for high wear resistance and customized for specific industrial applications.






Technical insight and guidance on industrial conveyor system sourcing, installation, and compliance for the Toronto market.
Our food-grade PU, TPU, and stainless steel conveyor belts are manufactured in strict compliance with FDA and EU food contact regulations, which align with Health Canada's safety requirements. We use high-purity, non-porous synthetic materials that resist oil, fat, and bacterial accumulation. Full material traceability certificates are provided with every shipment.
For standard customized configurations, our production cycles range from 7 to 15 business days. Sea transit from Shenzhen/Guangzhou ports to the Port of Vancouver, followed by rail transport to the Toronto intermodal rail yards, typically takes 25 to 35 days. We also offer expedited air freight options for urgent replacement orders.
Yes, we offer comprehensive OEM and ODM services. Our engineering team designs custom replacements to match the exact specifications, tension rates, splice geometries, and guide tracking profiles of major international conveyor system brands.
Every heavy-duty belt is tested using DIN abrasion testing rigs to measure cover wear, tensile testers to verify splice integrity, and adhesion testing to verify carcass ply binding. For steel-cord options, non-destructive X-ray inspections are conducted to verify internal alignment and tension uniformity.
We offer 24/7 remote engineering support and supply detailed installation guides. In addition, we coordinate with localized conveyor service technicians across the GTA to assist with onsite belt splicing, tracking adjustments, and diagnostic services.