High-performance belting products optimized for immediate deployment in Victorian logistics centers, processing yards, and automated packing plants.



Melbourne stands as Australia’s primary logistical gateway and manufacturing hub, with critical industrial clusters sprawling from the massive distribution centers in Derrimut, Laverton North, and Truganina to the manufacturing heavyweights in Dandenong and Campbellfield. The throughput efficiency of these facilities relies fundamentally on automated conveying systems capable of constant operation under variable load stresses.
Our heavy-duty rubber and modular beltings are specifically engineered to address Victoria's rigorous compliance guidelines, including AS/NZS standards for mechanical safety and fire resistance. Whether managing structural clay distribution in Victoria's quarries, or transporting heavy postal volumes near the Tullamarine Airport corridor, Trakkx Tech products offer the required structural tensile strength to minimize system elongation, belt slips, and unscheduled maintenance downtime.
Why local engineering teams rely on our custom-tailored conveyor belts: Our vulcanized joints, wear-resistant covers, and energy-efficient carcass structures are built to reduce total cost of ownership (TCO) across complex sorting configurations and inclined gravity-defying material runs.
Optimized global sourcing strategies that deliver structural reliability, custom configurations, and predictable delivery timetables.
Trakkx Tech utilizes state-of-the-art automated manufacturing processes. Our computerized vulcanization runs, dynamic balance test equipment, and continuous thickness scanners guarantee consistent physical dimensional tolerances on every roll of rubber and fabric conveyor belt shipped to Melbourne.
Modern global logistics require strict control over material raw costs and production turnaround times. Operating from Dongguan, Trakkx Tech maintains key partnerships with raw polymer suppliers, allowing us to absorb market volatility and offer continuous, stable pricing structures to bulk procurement managers in Australia.
Each material handling belt undergoes rigorous laboratory verification. From elongation metrics under tension to oil and chemical resistance tests, our products conform to top-tier ISO 9001 certifications. We provide mill-test reports, flame-retardant compliance forms, and safety declarations to satisfy WorkSafe Victoria standards.
Aligning belt material properties with Melbourne's core manufacturing, mining, and agricultural sorting requirements.
| Belt Composition Type | Common Local Applications | Tensile Strength Range | Working Temperature Limit | Primary Compliance Certifications |
|---|---|---|---|---|
| Monofilament TPU (Thermoplastic Polyurethane) | Melbourne Bakery, Poultry, and Confectionery lines | 10 - 25 N/mm | -20°C to +80°C | FDA, EU Food Grade, HACCP Approved |
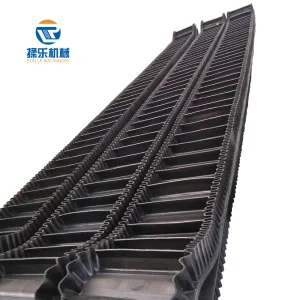
| Fabric Multi-Ply EP (Polyester Nylon) | Laverton Quarrying, Gravel Yards, Cement Handling | 100 - 630 N/mm per ply | -30°C to +120°C | AS/NZS 1332, DIN 22102 |
| Steel Cord Reinforced | Heavy Mining terminals & overland bulk coal handling | 500 - 5400 N/mm | -40°C to +150°C | ISO 15236, DIN 22131 |
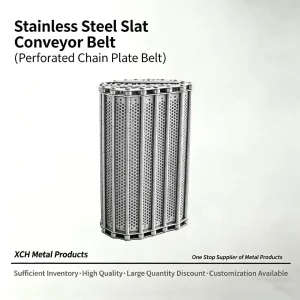
| High-Temperature Stainless Mesh | Food dehydrating, roasting, and thermal industrial parts washing | High Structural Shear Limit | -50°C to +400°C | FDA, Rust-Resistant AISI 304/316 |
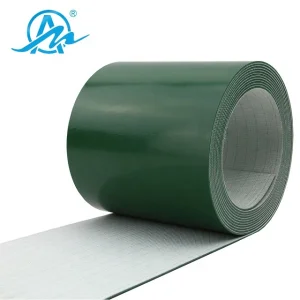
| Structured Grip PVC (Patterned) | Airport Baggage Systems, Incline Warehousing Postal Hubs | 8 - 40 N/mm | -15°C to +80°C | ISO 340 Fire Retardant, Low-Noise Certified |
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.








Best practice installation techniques for ensuring high belt uptime, reduced tracking deviations, and structural durability.
Incorrect installation tension is the leading cause of premature failure in conveyor systems. To maximize service life in packaging and distribution centers, maintenance crews must calculate dynamic stretch indices prior to securing mechanical fasteners or completing hot vulcanization processes.
For standard light-to-medium-duty PVC/PU belts, a pre-tensioning rate of 0.5% to 1.5% of total belt length is recommended. Exceeding these specifications puts undue structural stress on drive pulley bearings, leading to motor overload conditions and belt core elongation.
For applications in the food industry where hygiene is critical, hot-finger vulcanization provides a completely smooth, crevices-free joint that prevents bacterial buildup. Conversely, heavy-duty mining and quarrying applications with EP or steel-cord belts benefit from robust mechanical fasteners when rapid field replacements are required to reduce production delays.
Answers to key technical, logistical, and customization questions asked by plant managers and procurement professionals in Australia.
For food processing applications in Victoria, belts must comply with FDA regulations (specifically FDA 21 CFR 177.2600 for rubber or 177.1500 for polymers) and EU regulations. Our food-grade TPU, PU, and Stainless Steel belts conform to these global hygiene requirements, supporting HACCP-certified facilities across the food and beverage industry.
We provide full B2B support, managing logistics from our Dongguan facility directly to the Port of Melbourne. We prepare all necessary shipping paperwork, including clean bills of lading, packing lists, certificates of origin, and compliance reports, ensuring rapid clearance through Australian Border Force inspections.
Yes. We offer heavy-duty EP and steel-cord belts with specialized rubber cover grades (such as Grade M, N, or DIN X and Y) designed for superior cut, gouge, and abrasion resistance. These specifications are engineered to handle rugged Victoria quarrying aggregates, crushed concrete, and iron ore.
To provide an accurate quote, we need to know the required belt width, total loop length, thickness, carcass material (EP, PVC, Steel Cord), top/bottom cover thicknesses, the type of material being transported, and any special environmental requirements (such as oil resistance, flame retardance, or high temperatures).
Yes, we supply fire-resistant conveyor belts that comply with international flame-retardant standards (such as ISO 340 or AS 1332 class S). These belts feature self-extinguishing covers designed to prevent flame spread in enclosed spaces and underground conveyor runs.
Browse our full range of heavy-duty, food-safe, and specialized industrial belts designed for reliable, long-term operation.