Explore our state-of-the-art material handling range optimized for light assembly, mining extraction, industrial packaging, and high-load conveying applications.







In modern industrial infrastructure, procurement operations face multifaceted challenges regarding heavy-duty mining and conveyor system designs. Global operations require conveyor frameworks capable of managing high-stress environments, massive tonnage throughputs, and extreme temperature variations. Standard industrial systems fail to deliver reliability under abrasive operations like conveying heavy metal ores, coal extraction, aggregate minerals, or large-scale grain handling. Procurement and supply-chain heads must assess specific mechanical performance parameters, long-term durability metrics, energy-efficiency variables, and total cost of ownership (TCO) variables when sourcing components.
Dynamic geological formations, safety compliance audits, and harsh mining fields dictate that heavy-duty belts must offer high flame retardancy, low elongation under peak tension, and high tear-resistance to avoid operational delays. Procurement procedures require direct-from-factory partnerships, such as Dongguan Trakkx Tech Co., Ltd., to guarantee customized production processes, consistent material quality, and full certification assurance, including European CE alignment, ISO 9001 compliance, and MSHA flame-retardant standardizations.
"Procurement optimizations require a transition from transaction-based component sourcing to system-integrated engineering solutions that guarantee operational longevity and minimal downtime."
Industrial operations in dynamic regions (e.g., North America, Europe, Australia, and South America) demand customized belt fabrications to withstand local climate variables. Whether dealing with high thermal ranges in sub-Saharan open-pit mining or sub-zero aggregate processing operations in Canada, conveying technology must rely on premium base compounds—ranging from high-tensile steel cord structures and custom EP (Polyester/Polyamide) multi-ply carcass systems to oil-resistant nitrile compounds and food-grade polyurethane coatings.
Every operational vertical presents distinctive challenges that generic material handling systems cannot adequately address. At Dongguan Trakkx Tech Co., Ltd., we balance advanced engineering designs with precision fabrication capabilities to deliver custom conveying networks tailored to specialized applications:
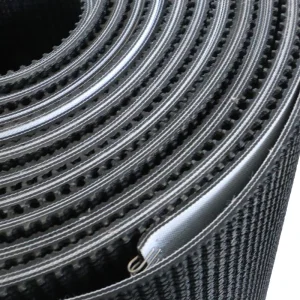
Underground extraction and open-pit aggregate operations require maximum impact defense and continuous abrasion-resistance. By utilizing specialized rubber formulations combined with heavy-ply steel cords, Trakkx Tech delivers mining conveyor installations capable of vertical lift alignments, high inclined ascents, and high-capacity continuous bulk handling. These units minimize horizontal displacement, prevent structural slippage under wet/muddy conditions, and reduce power consumption requirements through optimized pulley-friction interactions.
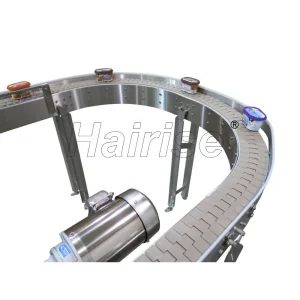
In high-throughput environments like logistics hubs and airport terminals, timing and sorting accuracy are critical. Modern sorters, motorized curve conveyors, and hanging slat conveyors manage fluctuating cargo weights while maintaining low noise profiles. Our modular design patterns support fast replacement of damaged components, optimizing uptime for global distribution giants.
Contamination mitigation is essential in food production lines. Our specialized food-grade polyurethane (PU) and modular plastic conveyors feature non-porous surfaces that resist oil absorption and bacteria growth. They can withstand intensive Clean-In-Place (CIP) regimes and high-temperature sanitization routines, complying with strict FDA standards for direct food contact.
Utilizing high-grade polymeric compounds, custom woven fabric tensile cores, and vulcanized rubber compounds to resist abrasion, chemical exposure, and intense heat.
From custom horizontal runouts to vertical pocket elevators and space-saving curved systems, our configurations adapt to existing facility limitations.
Integrating motorized pulley drives and variable-frequency controls to adjust throughput speeds, reduce energy consumption, and manage starting loads.
The global material handling sector is transitioning from basic mechanical transport toward intelligent, connected conveying ecosystems. This shift focuses on reducing energy consumption, integrating predictive maintenance monitoring, and applying bio-based materials to lower carbon footprints. Trakkx Tech is advancing this transition by integrating structural sensors and IoT chips directly into belt configurations, enabling real-time monitoring of surface temperature, tension load fluctuations, and splice degradation.
Furthermore, local safety regulations mandate strict compliance checks. In the European Union, CE marking is a fundamental requirement for industrial conveyor installations, certifying compliance with Machinery Directive 2006/42/EC and Electromagnetic Compatibility Directive 2014/30/EU. In heavy-duty underground environments, adherence to flame-retardant standards (such as EN 12882, ISO 340, or MSHA rules) is mandatory to prevent fire hazards. Our manufacturing facilities are equipped to conduct rigorous quality checks—including tensile strength evaluations, drum friction tests, flammability trials, and ultrasonic scanning of steel-cord alignments—ensuring every production batch matches strict international standards.








Professional engineering answers regarding certification, maintenance, custom designs, and performance variables.
Explore our specialized high-tensile strength, curve tracking, food-grade steel, and modular roller systems.