Explore our elite configurations of highly resilient conveyor belts engineered for heavy load capacity, food safety, and extreme industrial durability.






Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Why sourcing from Dongguan Trakkx Tech Co., Ltd. guarantees unparalleled efficiency, material consistency, and structural resilience.
By sourcing high-grade synthetic polymers, natural rubber matrices, and ultra-high-tensile steel cords directly from verified localized refineries, Trakkx Tech secures absolute control over the physical and chemical properties of each conveyor belt layer. This minimizes batch-to-batch inconsistencies common in fragmented supply chains.
Our Dongguan-based manufacturing facility houses state-of-the-art continuous vulcanizing presses and high-precision calendering lines. With strict temperature, pressure, and cure time regulation, we achieve optimal interfacial adhesion between the rubber covers and fabric/steel carcass reinforcements.
Whether handling specialized CEMA-rated troughing idlers, custom food-grade endless white PU belts, or robust steel cord matrices for heavy mining operations, our engineering infrastructure is geared for rapid prototyping, agile tool reconfiguration, and high-volume output.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
Bridging international engineering standards with reliable physical properties to meet demanding commercial tenders.
We build products matching globally recognized parameters such as DIN 22102 (German standard for rubber conveyor belts), AS 1332 (Australian standard), and ISO 14890. Furthermore, our flame-retardant configurations comply with underground mining safety requirements including MSHA (USA) and EN 12882 certifications.
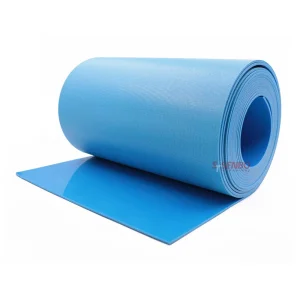
For the pharmaceutical and food processing sectors, our white PU (Polyurethane) and PVC belts are formulated to satisfy strict FDA (Food and Drug Administration) regulations and EU 10/2011 guidelines. This ensures zero migration of chemical contaminants to food surfaces, even under high-humidity or oily operating conditions.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Adapting to smart industrial standards via technological innovations and material enhancements.
Modern logistics centers consume immense power. Trakkx Tech develops Low Rolling Resistance (LRR) bottom covers. By optimizing the indentation viscoelasticity of the backing rubber, we reduce dynamic friction over idlers, generating up to 15% energy savings for long-distance conveyors.
Preventive maintenance is replacing reactive downtime. Our advanced conveyor belt structures can be embedded with electromagnetic loops or RFID tags. When coupled with receiver arrays, they provide real-time rip detection, thermal threshold scanning, and automated splice wear notifications.
In humid climates and washdown environments, standard TPU belts suffer from microbial decay. We incorporate specialized anti-microbial compound matrices that inhibit bacterial growth (conforming to ISO 22196), retaining mechanical integrity under rigorous cleaning protocols.
Understanding the environmental stress and customization parameters for real-world deployments.
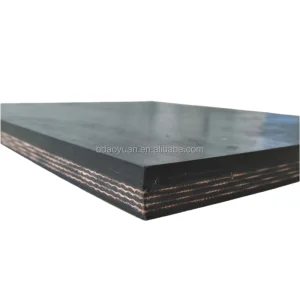
In mining installations across Western Australia and South America, conveyor systems encounter extreme abrasion, sharp impact blocks, and outdoor UV aging. For these applications, Trakkx Tech delivers EP550/3 Polyester Fabric and High-Load Steel Cord belts featuring Grade X or Grade Y covers. These configurations endure continuous rock impact and prevent ply separation, keeping ore processing plants running continuously.
Food packaging and processing plants in North America and Western Europe require stringent cleanliness to prevent cross-contamination. Our endless white PU belts feature sealed edges, preventing oil migration and moisture penetration. They endure washdowns with sanitizing chemicals, maintaining high tracking stability for continuous seafood, confectionery, and meat packaging lines.
Global e-commerce fulfillment hubs demand high-speed sortation and rapid container turnaround. Our movable, adjustable-speed container truck loaders use high-friction PVC/rubber rough-top belts to securely transport heavy corrugated boxes up inclines without slippage. This design reduces loading times and optimizes sorting throughput in major distribution hubs.
Handling hot materials like sintered ore, cement clinker, and foundry sand requires specialized heat-resistant covers. Trakkx Tech supplies EPDM-compounded rubber conveyor belts designed to withstand continuous heat up to 200°C (with peaks up to 400°C). This ensures long operational life, preventing premature cracking, hardening, and carcass failure.
A visual walkthrough of our state-of-the-art Dongguan production facility, highlighting precision assembly and testing departments.








Serving international markets with reliable logistics, certification, and responsive technical engineering support.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
Through our network of regional distributors and field service partners, we provide on-site splicing, commissioning assistance, and emergency mechanical troubleshooting. This ensures minimal operational interruption across key logistics hubs and mining facilities.
Every shipment is accompanied by detailed Material Test Certificates (MTCs). Our products undergo rigorous testing, including tensile strength verification, elongation measurements, and abrasion loss audits, ensuring full compliance with local regulatory standards.
We provide comprehensive documentation, including Certificates of Origin (CO) and customized packaging solutions. This ensures hassle-free customs clearance and timely, secure delivery to key ports worldwide.
Authoritative answers to common engineering, procurement, and maintenance questions.
Discover more specialized material handling equipment, food-safe PVC conveyor belts, and high-performance drive configurations.