Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Discover Trakkx Tech's premium high-tensile, heat-resistant, and structural-grade conveying systems, designed for heavy mining, electronics packaging, airport logistics, and automated production.






In the era of hyper-scale logistics and heavy mineral operations, the choice of material handling systems acts as a direct multiplier of industrial throughput. Procurement experts look beyond simple per-meter pricing. Modern logistics setups require belts capable of supporting higher tensile stresses, showing extreme resistance to mechanical impacts, and delivering outstanding thermal limits.
Whether it is transport of iron ore or high-speed packaging sorting lines, raw materials such as polyester (EP) fabrics and vulcanized steel cords determine the system's operational lifespan. Modern engineering targets less than 1.5% structural elongation under full load, preventing slippage and mistracking.
Industrial operations lose thousands of dollars per hour during unscheduled conveyor belt maintenance. Sourcing from manufacturers that strictly conform to international ISO, DIN, and RMA standards guarantees predictable failure parameters and extended operational lifetimes.
Airport logistics and express hubs require anti-static, low-noise flame-retardant (ISO 340 compliant) belts. Food-handling environments demand non-toxic FDA-certified PU and PVC materials that resist chemical cleanings and high moisture.
Dongguan's manufacturing environment has transitioned from traditional assembly into automated smart production. At Dongguan Trakkx Tech Co., Ltd., we utilize automated vulcanizing systems, digital sensor controls, and continuous tension testers to maintain product consistency.
Our raw material supply chain consists of selected high-purity rubber compounds, high-grade steel cords, and premium fabric plies. By keeping deep vertical integrations in manufacturing, we protect global buyers against fluctuations in the supply chain and guarantee short lead times.
"Our integration of advanced vulcanization tech and automation assures a 99.8% precision rate on belt thickness and cover layer tolerances, minimizing tracking issues out of the box."



From sub-zero underground mining operations to sterile high-temperature food processing, we engineer our conveyor belts to withstand real-world field conditions.
Mining environments require conveying systems to survive sharp rock impacts, high drop-zone energy, and dynamic tension. Our Steel Cord Conveyor Belts utilize high-elongation steel wires to absorb heavy shocks and minimize longitudinal tears.
High-velocity package sorting and airport baggage handling require reliable positioning and low noise. We manufacture friction-optimized anti-static PVC belts designed for merging, turning, and high-frequency start-stop cycles.
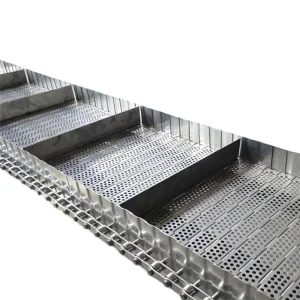
Conveyors handling agricultural products or hot food processing lines require resistance to oils, fats, and chemical washdowns. Our PU and stainless steel link belts provide smooth cleanability and resistance to bacterial growth.



Industrial conveyor belts are moving away from passive rubber loops toward integrated components of smart systems. At Dongguan Trakkx Tech, our engineering focus incorporates key technological advances:
Refer to the technical chart below to match your operational parameters (tension, heat, abrasion) with the correct core construction.
| Belt Core Type | Tensile Rating | Abrasion Loss (DIN 22102) | Max Temp Tolerance | Primary Applications |
|---|---|---|---|---|
| Steel Cord (ST Grade) | ST500 - ST5400 N/mm | < 90 mm³ | 90°C | Long-distance bulk transport, mining |
| Polyester Fabric (EP) | EP100 - EP400 per ply | < 120 mm³ | 120°C | Stone quarries, cement, metallurgy |
| Aramid/Kevlar Webbing | High Tension / Low Weight | < 100 mm³ | 200°C - 250°C | Industrial drying ovens, chemical plants |
| Thermoplastic (PVC/PU) | Light to Medium duty | Friction-Coated | 80°C | Food assembly lines, parcel sorting |
Specialized inclined climbing elevators, modular plastic, anti-static, and flame-retardant heat-resistant configurations.








Our facility is equipped with automated vulcanizers, high-pressure test rigs, and CNC milling tools to ensure every belt meets structural design parameters.


Explore answers to technical questions concerning installation, selection, material properties, and operational parameters of conveyor belts.
EP (Polyester warp / Polyamide weft) fabric belts are best for short to medium distances with medium loading capacities, as they offer good elasticity and flexibility. Steel Cord belts (ST) are designed for long-distance transport, heavy loads, and high tension, offering very low elongation (typically under 0.2%) to prevent slippage.
Yes, our food-grade PU and anti-bacterial stainless steel conveyor belts are fully certified under FDA guidelines and EU 10/2011 regulations. They feature high resistance to organic fats, vegetable oils, and hot washdown cycles, preventing contamination risks in meat processing and packaging lines.
Our mine safety conveyor belts conform to ISO 340 and EN 12882 certifications. In the event of friction or motor failures, the rubber compound is designed to self-extinguish within seconds of flame contact, preventing fires from spreading along the conveyor galleries.
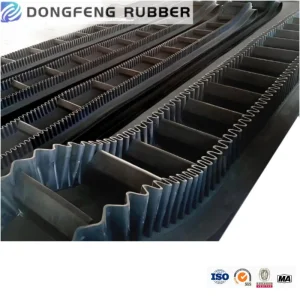
Yes. We offer corrugated sidewall belts and Z-type elevator bucket conveyor systems designed to lift bulk materials vertically or at steep angles (up to 90 degrees) without material loss, optimizing floor space in compact factories.
We offer comprehensive OEM/ODM services, custom length and width splicing calculations, engineering drawings, onsite installation consulting, and after-sales maintenance support for global system integrators and distributors.