Explore our premium range of industrial-grade conveyor belts and heavy-load systems built to maximize throughput and operational efficiency.







Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.

In the era of rapid global e-commerce growth and just-in-time manufacturing, traditional sorting and handling systems are facing unprecedented challenges. High-throughput facilities demand systems that can process massive volumes of mixed cargo safely and with minimal failure rates. This is where Cross Belt Sorter Systems become critical infrastructure.
Cross belt systems function by using a series of carriages running on a continuous loop, each equipped with its own bi-directional belt conveyor. This layout allows for precise, rapid, and gentle sorting of packages, regardless of weight, size, or material composition. By integrating cross belt technology with heavy-duty conveyor networks, industrial centers can transition from manual processing to fully autonomous, high-speed routing hubs.
"Throughput optimization is no longer just about conveyor speed; it is about sorting accuracy and dynamic adaptability. Implementing high-efficiency cross belt systems reduces labor costs by up to 60% while reducing error rates to less than 0.01%."
Dongguan Trakkx Tech Co., Ltd. addresses this transition by designing modular, highly reliable sorting ecosystems. By coupling high-accuracy weighing and barcode scanning conveyor belts with heavy-load steel cord belts, Trakkx Tech bridges the gap between raw resource mining operations and micro-fulfillment logistics centers. These industrial solutions are engineered to minimize downtime and optimize energy consumption, aligning with modern green logistics initiatives.

The global market for material handling systems is undergoing a significant shift. Driven by automated retail distribution networks in North America, manufacturing automation in Europe, and booming infrastructural developments in Southeast Asia and the Middle East, the reliance on advanced Chinese exporters has never been higher.
As a leading exporter, Dongguan Trakkx Tech Co., Ltd. serves international markets by providing reliable and scalable configurations. Heavy industries like iron ore mining and coal mining rely heavily on steel cord conveyor belts that can withstand extreme abrasive environments. Concurrently, food processing and pharmaceutical sectors require FDA-compliant, easy-to-clean modular plastic and stainless steel chain conveyors.
This diverse demand highlights the complexity of international export logistics. Exporting high-capacity systems is not just about shipping parts; it requires engineering compatibility, localized logistics support, and adaptation to global grid standards (e.g., matching regional motor voltages and safety control certifications).
To deliver reliability in industrial conveying, material composition and precise engineering must align with specific operational requirements. Trakkx Tech leverages advanced synthetic polymers and high-tensile steel cord structures to meet these challenges:
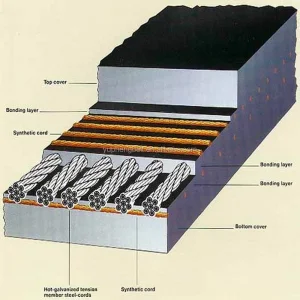
Specifically designed for mining and heavy manufacturing plant applications, our steel cord series (like the ST 1250) utilizes premium galvanized steel wires embedded in a vulcanized rubber matrix. This ensures minimal elongation even over kilometers-long spans, offering exceptional puncture resistance against large rocks, ore, and coal.
For operations requiring flexibility combined with load-bearing capacity, EP (Polyester-Nylon) conveyor belts (ranging from EP100 to EP640) deliver balanced performance. They feature high resistance to moisture, decay, and physical wear, making them ideal for quarrying, aggregate handling, and raw material logistics.
In food processing and pharmaceutical packing, zero-contamination is the standard. We utilize specialized PU and PVC compounds that resist grease, oil, and harsh cleaning chemicals. Where modular setups are required, FDA-compliant plastic modular belts and food-grade stainless steel chains provide smooth transport and easy washdowns.




We provide end-to-end industrial value, from design customization to rigorous quality inspection and post-sale deployment.
Every facility is unique. We provide tailored solutions ranging from custom belt widths and load weights to specialized CAD layout integration.
Each system undergoes comprehensive load testing, belt tracking analysis, and scanning calibration before leaving our manufacturing center.
Exporting to all continents, we provide secure packaging, regulatory customs documentation, and coordinate localized support.
Operating a global material handling system requires navigating complex engineering codes and safety standards. At Dongguan Trakkx Tech Co., Ltd., we design all products to align with regional safety frameworks:
Furthermore, our engineering teams assist with local power grids (220V/380V/460V, 50Hz/60Hz), offering custom electrical control panels that interface seamlessly with local SCADA and WMS systems.

Industrial conveyor requirements are highly application-specific. Understanding these scenarios allows us to design tailored material handling setups:
High-volume parcel sortation requires speed combined with gentle handling. By deploying high-speed scanning systems coupled with cross belt sorters, distribution centers can process diverse packages—from lightweight bubble mailers to heavy cardboard boxes—at throughput speeds exceeding 2.5 meters per second.
Transporting heavy iron ore, coal, and rock requires robust conveyor systems. In these environments, heavy-load steel cord belts operate continuously under high tension. Combined with cleated inclined conveyor belts, materials are efficiently transported out of deep quarry basins without spillage.
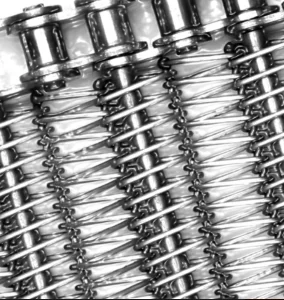
Food production, such as noodle making and seafood processing, demands clean-in-place (CIP) structures. Using modular food-grade belts or stainless steel mesh chain lines allows plants to maintain sanitary operations while handling hot, oily, or frozen products.

The future of material handling lies in intelligence, predictive maintenance, and energy efficiency. Trakkx Tech is actively developing integrations for next-generation automated environments:
Common technical and logistical questions answered by our engineering and export departments.
Explore our targeted industrial line, including modular belts, mesh conveyors, and smart sorting solutions.