1 / 5
The corrugated sidewall conveyor belt represents one of the most efficient methods for elevating bulk materials in space-restricted environments. Elevational economy is optimized through a single-belt operating dynamic, allowing for handling a versatile array of materials within minimal physical layout footprints, requiring no interim transfer points, demanding low operational maintenance, and offering heavy volumetric capacities. The corrugated sidewall belt configurations can be custom engineered to construct a complete logistical transport layout adapted specifically to application demands.


Composed of four distinct internal components: Top cover rubber, Bottom cover rubber, Reinforced structural core, and Cross rigid reinforcement layers.
Cleats are manufactured from high-durability reinforced fabric to deliver structural solidity and shock absorption, preventing physical distortion under load stress. Available configurations are:

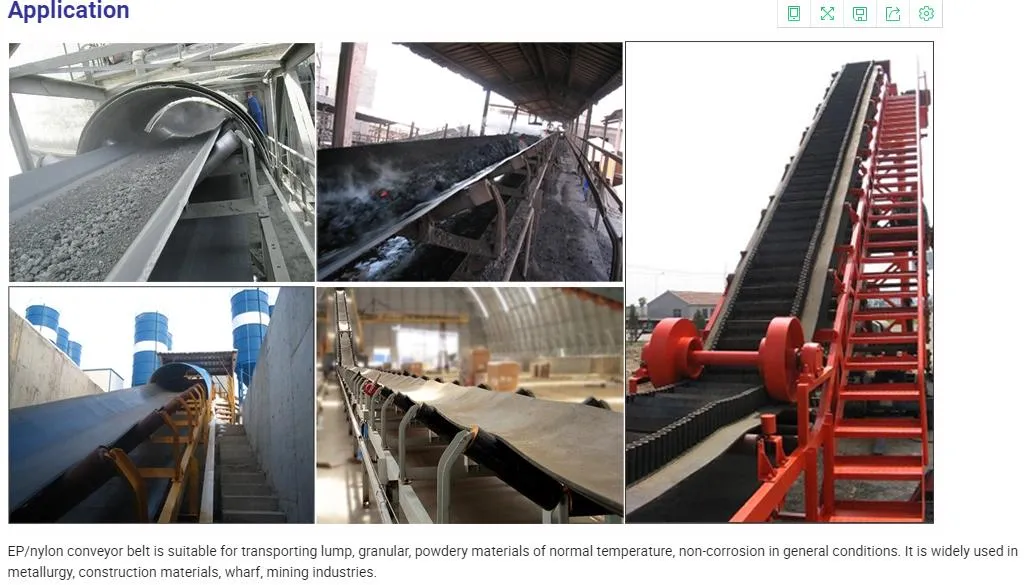
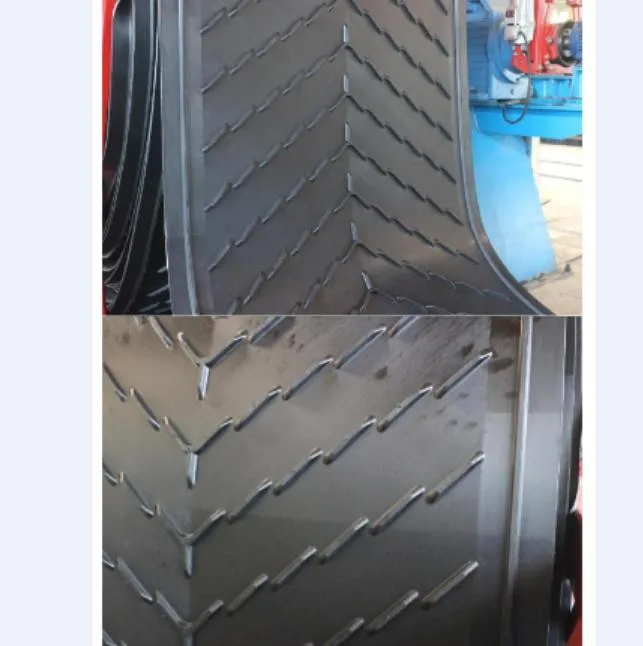
Sidewall conveyor belts function dynamically alongside wave-profile apron transferring configurations. These setups operate primarily at inclines exceeding 30°, but can also be deployed with conventional belt structures for horizontal, short-distance transport processes where partitions are not required.
The complete belt assembly comprises the baseband, outer flanges, and internal diaphragms. These are bonded during a secondary heat vulcanization cure, which limits trough deflection to ratios under 0.03.
By implementing double-vulcanization processes rather than simple cold gluing techniques, the belt gains superior bonding properties and enhanced elasticity. This integration method prevents common failures such as flange splitting, partition cracking, and component separation under continuous operating pressure.

Baseband: Built from top rubber (3-6mm), bottom rubber (1.5-4.5mm), core, and a transverse rigid layer. Special canvas reinforcing layers are inserted into the core (available in Cotton, Nylon, and EP) to increase horizontal rigidity without compromising vertical flexibility.
Cleats: Formulated using fiber-loaded compound mixtures. Offered in T, TS, C, TC, and TCS formats. TS and TCS styles present mosaic configurations. Conveying inclinations below 40° use T/TS cleats, while steeper configurations above 40° utilize C/TC/TCS variations.
Corrugated Sidewall Plates: Scaled according to weight loads into Light type (N), Medium type (S), and Heavy type (ES).
The relation values between the baseband width and the corresponding flange details are outlined in the specification table below:
| Base Bandwidth B (mm) | Block Height H (mm) | Horizontal Baffle High H1 (mm) | Wave Bottom Width B1 (mm) | Effective Bandwidth B2 (mm) | Empty Width B3 (mm) | Horizontal Baffle Form |
|---|---|---|---|---|---|---|
| 300 | 40 | 35 | 25 | 180 | 35 | TC |
| 60 | 55 | 50 | 120 | 40 | ||
| 80 | 75 | |||||
| 400 | 60 | 55 | 50 | 180 | 60 | TC |
| 80 | 75 | |||||
| 100 | 90 | |||||
| 500 | 80 | 75 | 50 | 250 | 75 | TC |
| 100 | 90 | |||||
| 120 | 110 | |||||
| 650 | 100 | 90 | 50 | 350 | 100 | TC |
| 120 | 110 | |||||
| 160 | 140 | 75 | 300 | |||
| 800 | 120 | 110 | 50 | 460 | 120 | TC |
| 160 | 140 | 75 | 410 | |||
| 200 | 180 | |||||
| 1000 | 160 | 140 | 75 | 550 | 150 | TC |
| 200 | 180 | |||||
| 240 | 220 | |||||
| 1200 | 160 | 140 | 75 | 690 | 180 | TC |
| 200 | 180 | |||||
| 240 | 220 | |||||
| 300 | 260 | 100 | 640 | |||
| 1400 | 200 | 180 | 75 | 830 | 210 | TC |
| 240 | 220 | |||||
| 300 | 260 | 100 | 780 | |||
| 400 | 360 |
Corrugated sidewall conveyor belts are highly efficient for elevating materials in confined spaces. Key advantages include space-saving layouts, the capacity to transport materials at steep angles up to 90 degrees, high load capacities, lower maintenance requirements, and zero intermediate transfer points.
The core of the base belt can be manufactured using Cotton (CC), Nylon, EP (Polyester), or Steel Cord to support tensile forces. Transverse rigid layers are added inside the core to improve lateral stability.
Cleats are available in five patterns: T, TS, C, TC, and TCS. TS and TCS configurations are mosaic patterns for high-abrasion applications. T or TS cleats are designed for conveying angles less than 40°, while C, TC, or TCS cleats are used for steep conveying angles from 40° up to 90°.
Twice sulfuration (heat vulcanization) is a process where the sidewall and diaphragms are chemically bonded to the base belt under heat. Compared to adhesive gluing, it provides a significantly higher bonding degree and outstanding flexibility, preventing the flanges and partitions from cracking or separating.
To match specific material carrying loads, corrugated sidewalls are manufactured in three distinct structural types: Light type (N), Medium type (S), and Heavy type (ES).