High-performance conveyor solutions engineered for industrial and hygienic processes globally.






In modern industrial manufacturing and food supply chains, the conveyor belt is no longer just a passive mechanical element. It has evolved into a critical operational component with direct implications for public health, brand integrity, and automation efficiency. The food processing sector, encompassing dairy, baking, meat, poultry, seafood, and agricultural distribution, functions under strict regulations. These include the FDA (U.S. Food and Drug Administration), EU Regulations (specifically Regulation (EC) No 1935/2004 and EU 10/2011), and USDA certifications. To optimize production, global processing hubs rely on specialized suppliers to deliver conveyor belts that can withstand challenging cleaning routines and chemical exposure while preventing biological contamination.
As one of the world's leading industrial manufacturing regions, China has transitioned from high-volume manufacturing to high-precision engineering. Wholesale factories now use advanced material sciences—such as Monolithic Polyurethane (PU), Thermal Elastomers (TPE), and anti-microbial additive coatings—to meet global specifications. Dongguan Trakkx Tech Co., Ltd. leads this shift, providing engineered solutions that help international food processors minimize maintenance downtime and avoid cross-contamination.
Global standards require materials that do not leach harmful compounds into food stuff. Our PU, PVC, and stainless steel lines comply fully with FDA, EU 10/2011, and HACCP directives.
By offering non-porous surfaces and homogeneous designs, we eliminate crevices where bacteria can colonize, enhancing the efficiency of Clean-in-Place (CIP) protocols.
Serving North America, Europe, and Asia-Pacific, Trakkx Tech provides reliable OEM and ODM services to support automated production lines worldwide.
FDA/EU Compliant Materials
Exporting Countries
Continuous Production Support
Delamination Risk (TPU)
The operating life of a food-grade conveyor belt depends on its chemical composition and mechanical structure. Different processing environments present unique challenges, such as mechanical stress, temperature swings, and exposure to fats, oils, and chemical sanitizers. Selecting the correct material is vital to prevent delamination, tracking errors, or bacterial growth.
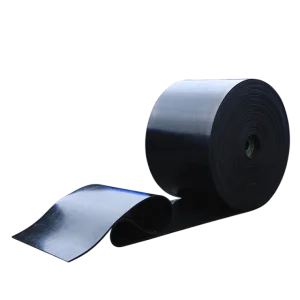
Thermoplastic Polyurethane (TPU) is preferred for raw food contact due to its wear resistance and non-porous structure. TPU belts do not absorb fats, animal oils, or grease, preventing material breakdown over time. They remain flexible at low temperatures (down to -30°C for frozen food lines) and maintain their structural integrity during high-temperature sanitization cycles. The smooth, hydrophobic surface prevents food particles from adhering, which reduces washdown times and water usage.
PVC is a cost-effective option for fruits, vegetables, and packaging applications. While it has lower oil resistance than TPU, modern PVC formulations incorporate specialized plasticizers to meet direct food contact standards. They are suited for bulk handling, inclined conveyors with integrated cleats, and general packaging lines where high-strength chemical washdowns are less frequent.
| Property | TPU | PVC | Stainless Steel |
|---|---|---|---|
| Oil Resistance | Excellent | Moderate | Outstanding |
| Flexibility | High | Medium | Low (Rigid Linkage) |
| Temp Range | -30°C to +110°C | -10°C to +80°C | -50°C to +450°C |
| Main Use Case | Meats, Bakery, Dairy | Agriculture, Packing | Baking, Frying, Freezing |
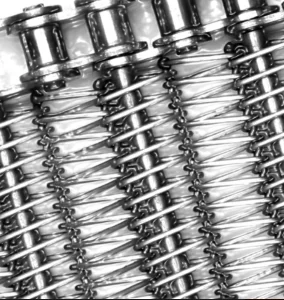
For applications involving extreme thermal conditions, such as industrial baking ovens, frying lines, or cryogenic quick-freezing tunnels, synthetic polymers are not suitable. In these environments, food-grade 304 and 316 stainless steel wire mesh belts are required. These metal structures feature an open area design that allows for optimal airflow and drainage. They are resistant to thermal shock, corrosion from acidic foods, and harsh chemical cleaning, ensuring reliable operation at temperatures exceeding 400°C.
The food processing sector is undergoing a shift toward high-efficiency production lines that require minimal maintenance. Manufacturers are focusing on key technologies to improve sanitary conditions, reduce downtime, and meet environmental standards:
Traditional fabric-reinforced belts can fray over time, releasing fibers that may contaminate food products. Modern processing facilities are replacing them with monolithic extruded PU belts. These designs do not contain fabric layers, removing the risk of delamination and preventing liquids from penetrating the inner core.
To reduce manual labor, modern conveyor designs integrate automated spray bars and CIP sanitation systems. These setups allow the belt to be washed, sanitized, and dried while remaining on the conveyor frame, significantly reducing downtime between product runs.
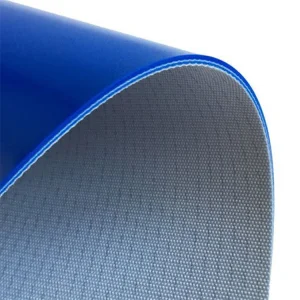
Conveyor belts now work alongside AI-based camera inspection systems. The surface color of the belt is selected to create high contrast with the food product (such as dark blue belts for poultry). This contrast helps automated systems identify contaminants, foreign objects, or physical defects on the line.
Standard conveyor belts are often insufficient for specialized production setups. Successful operations require custom-engineered belts tailored to specific product types and environmental conditions:
The future of industrial conveying lies in the integration of sensor technology and advanced material formulations. As food factories adopt Industry 4.0 standards, conveyor belts are being upgraded to provide real-time diagnostic data:
Dongguan Trakkx Tech Co., Ltd. is a specialized China conveyor belt manufacturer, providing industrial material handling and conveying solutions for a wide range of global markets. With years of industry experience, we offer reliable, efficient, and custom-designed conveyor systems that help businesses optimize production, improve workflow efficiency, and manage operational costs.
Our product line includes standard conveyor belts, modular systems, roller conveyors, inclined conveyors, assembly lines, packaging conveyors, and custom material handling systems. Built to handle the demands of modern manufacturing, our solutions are used in logistics, food processing, electronics, automotive, warehousing, packaging, and pharmaceuticals.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing to deliver high-performance conveying systems tailored to your specific application. Our technical team works with clients throughout the entire project—from initial consultation and system design to prototyping, production, installation, and after-sales support.
Our manufacturing facility is equipped with modern production machinery and follows strict quality control procedures to ensure product durability and consistent performance. Every system is tested before shipment to help customers maintain smooth, uninterrupted material handling operations.
In addition to our standard catalog, we offer flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to developing innovative conveying solutions that adapt to changing industry demands and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, and the Middle East, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our goal is to be your trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
Answers to common engineering and regulatory questions regarding food-grade conveyor belts.
A conveyor belt is classified as "food grade" when it is made from materials that comply with FDA 21 CFR regulations (specifically Section 177.2600 for rubber products and 177.1590/177.1680 for polymers). These materials must not transfer color, odor, taste, or chemical compounds to the food under normal operating conditions.
PU (Polyurethane) belts offer superior resistance to animal fats, vegetable oils, and industrial cleaning chemicals, making them suitable for direct food contact. PVC belts are more economical and perform well in agricultural packaging and dry bulk handling, but they have lower resistance to oils and high-temperature washdowns.
Conveyor belts with exposed fabric edges can absorb liquids, animal fats, and water through capillary action. This moisture creates an environment where bacteria, mold, and pathogens can grow. Sealed edges or monolithic (homogenous) designs isolate the belt's interior, helping to prevent biological contamination.
Yes. High-frequency welding allows us to add custom profiles, such as vertical cleats, corrugated sidewalls, and V-guide tracking strips. These modifications help transport products up steep inclines and prevent spillage, keeping materials secure on the line.
Explore our range of stainless steel, modular, and high-durability conveying systems.



Inside Dongguan Trakkx Tech Co., Ltd. - Where precision meets durability.