Explore our premium engineered conveyor belts and custom material handling solutions designed for demanding industrial operations.
In the modern era of automated production, the paradigm of mechanical transport has undergone a seismic shift. The historical reliance on traditional continuous rubber and canvas belting has rapidly given way to advanced modular plastic belts (MPB). This evolution is driven by the demand for higher efficiency, precision processing, stringent sanitation protocols, and minimized plant downtime. Globally, the material handling market has transitioned towards modular designs due to their articulation features, ease of repair, and superior chemical resilience.
Unlike standard conveyor belts, modular plastic belts are composed of injection-molded plastic segments linked together with solid hinge pins. This design provides exceptional dimensional stability, positive traction via sprocket engagement, and eliminates the common issue of belt mistracking. From complex packaging lines to critical food processing environments, modular plastic conveyor belts offer an unparalleled degree of adaptability, enabling direct sorting, inclines, declines, and tight radius turns within a single, integrated drive system.
Information Gain Insight: The shift from continuous friction-driven systems to positive sprocket-driven modular belts reduces energy consumption by up to 22% and structural stress on conveyor frames by mitigating tension requirements. This mechanical advantage translates to lowered utility costs and prolonged operational longevity.
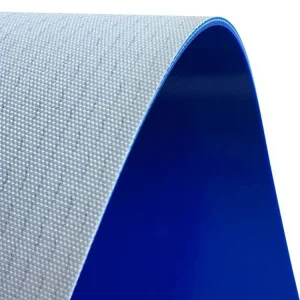
Utilizing high-grade Polypropylene (PP), Polyethylene (PE), and Polyacetal (POM) to handle temperatures ranging from -73°C to +104°C, meeting strict FDA & EU requirements.
Individual interlocking segments allow rapid replacement of damaged sections without dismantling the entire conveyor structure, returning lines to service in minutes.
Positive mechanical engagement with dedicated sprockets eliminates slippage, ensuring precise tracking, accurate positioning, and maximum load capacity.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
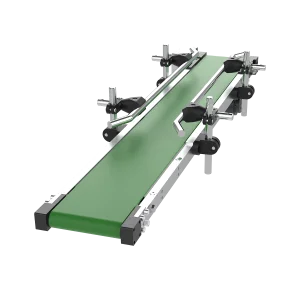
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.




Selecting the correct polymer substrate dictates the operational success of a conveyor installation. Different environmental stressors—such as exposure to sanitizing agents, cryogenic temperatures, extreme abrasion, or impact—require dedicated polymer formulations:




Modern conveyor systems must adapt to the unique operating requirements of specific industrial sectors. Trakkx Tech tailors designs to match these needs:
In food plants, hygiene and bacterial prevention are critical. Traditional fabric belts can absorb oils, trap microbial contaminants, and harbor pathogens in frayed edges. Modular plastic belts with open-hinge geometry permit complete penetration of CIP (Clean-in-Place) high-pressure washdowns. The non-porous polymer ensures no retention of fluid or biological material, matching USDA and FDA hygiene standards.
Handling heavy loads, sharp stampings, and contact with aggressive oils requires rugged material handling solutions. Heavy-duty POM modular belts withstand impact from dropped metallic parts, resist lubrication chemicals, and support high weight loads without stretching, slipping, or structural warping.
Logistics hubs require high velocity, tracking precision, and sorting accuracy. Intelligent modular conveyors, including roller-top modules, enable diagonal movement, orientation adjustments, and smooth package diversion. This reduces jam rates and keeps systems operating reliably during peak volumes.
A data-backed review of material characteristics helping procurement officers determine total cost of ownership (TCO).
Drive System: Friction-driven (Requires tensioning)
Tracking: Prone to lateral drift / edge fraying
Washability: Low (Porous, absorbs oils and moisture)
Maintenance: High (Requires vulcanization or replacement of complete belt)
Optimal Use: Outdoor mining bulk transport
Drive System: Friction-driven (Tension dependent)
Tracking: Moderate (Requires tracking profiles)
Washability: Moderate (Smooth surface, edges remain vulnerable)
Maintenance: Moderate (Requires slicing & splicing tools)
Optimal Use: General packaging, light processing
Drive System: Positive Sprocket-Driven (Low tension)
Tracking: Self-tracking via interlocking design
Washability: High (Open hinges, non-porous, CIP ready)
Maintenance: Minimal (Easy segment replacement in minutes)
Optimal Use: Processing, packaging, automotive, logistics
The convergence of material science and digital technology is shaping the future of conveying systems. Industry 4.0 demands that material handling systems do not simply move product, but actively monitor process data. Future systems will focus on:
Incorporating micro-sensors and RFID components within specific modules enables real-time tracking of belt wear, temperature spikes, load imbalances, and sprocket fatigue. This predictive maintenance data allows operators to address issues before failure, reducing unplanned downtime.
For operations with explosive hazards, like dust-heavy agricultural silos or electronics handling facilities, anti-static and flame-retardant polymers prevent static discharge, protecting sensitive equipment and improving plant safety.
As global industries focus on carbon footprint reduction, manufacturers are developing modular belts from post-consumer recycled ocean plastics and bio-based polymers. These materials match the tensile strength of virgin polymers while lowering Scope 3 emissions.
Expert answers to the most common questions regarding modular plastic belting, system maintenance, and material selection.
Material selection depends on temperature ranges and mechanical requirements. For low-temperature environments like blast freezers (-73°C to -40°C), Polyethylene (PE) is the best choice as it maintains flexibility and resists impact without cracking. For high-temperature applications up to +104°C, Polypropylene (PP) is preferred. In hot, dry environments requiring high mechanical strength, specialized Polyamides (Nylon) or Polyacetal (POM) formulations are recommended.
Traditional fabric or multi-ply rubber belts can absorb fluids and support bacterial growth inside their layers, especially along frayed edges. Modular plastic belts are constructed from solid, non-porous polymer sections. They are designed with open-hinge structures that let cleaning fluids and sanitizers reach all surfaces during Clean-in-Place (CIP) washdowns, ensuring food safety and compliance.
Positive sprocket-driven modular belts feature modules with molded pockets that engage directly with sprocket teeth. This mechanical connection prevents slippage and tracking issues, even in wet or oily environments. Friction-driven systems depend on belt tension to move, which can lead to slipping, belt stretching, and increased wear on bearings and motors.
Yes. By using high-tensile Polyacetal (POM) polymers, modular belts can carry heavy loads. Thick module links and robust hinge pins distribute tension evenly across the belt width, allowing them to support heavy packaging, metal stamping, and assembly lines.
If a modular belt is damaged, maintenance is quick and simple. Rather than replacing the whole belt or cutting and splicing, only the affected modules need to be changed. Operators slide out the hinge pin at the damaged section, swap the broken modules, and reinsert the pin. This process requires no special tools and can be completed in minutes, keeping downtime to a minimum.
Explore the second half of our robust industrial catalog, featuring solutions for mining, logistics, and assembly plants.