Dongguan Trakkx Tech Co., Ltd. — Designing and manufacturing next-generation industrial conveyor systems and automated material handling configurations engineered for modern global industries.
Explore our core engineering configurations designed to increase operational throughput and guarantee material stability across rugged mining and sensitive food-grade facilities.




An Industrial Whitepaper on Engineering High-Performance Conveyor Architecture for Industry 4.0
In the modern manufacturing landscape, material handling has transitioned from a supporting utility to a primary driver of process efficiency, facility throughput, and bottom-line profitability. Today's global supply chains demand speed, accuracy, and absolute minimal downtime. As companies transition toward fully integrated smart factories, traditional mechanical conveying systems are being replaced by highly intelligent, sensor-driven automated material handling architectures.
Dongguan Trakkx Tech Co., Ltd. sits at the forefront of this industrial revolution. As a premier China conveyor belt manufacturer and exporter, we design heavy-duty and food-grade conveying solutions that bridge the gap between legacy infrastructure and automation. By incorporating advanced elastomers, high-tensile steel reinforcements, and intelligent modular controls, we help global enterprises minimize energy consumption, reduce mechanical wear, and maintain absolute structural reliability under the most punishing operational environments.
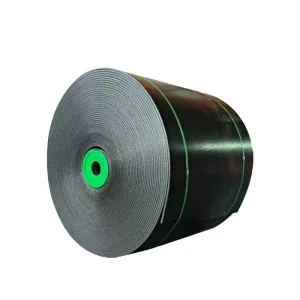
Eliminating bottlenecks by utilizing variable speed configurations, precision tracking guides, and heavy-load capacity materials like our EP500 and steel-cord belts.
Constructed with high-grade, abrasion-resistant, flame-retardant, and anti-bacterial surfaces ensuring long-term compliance with FDA, CE, and ISO standards.
Lowering the total cost of ownership (TCO) through modular designs that simplify maintenance routines and reduce energy consumption by up to 30%.
A trusted global engineering partner for high-efficiency material conveyance systems.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our comprehensive product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth. Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.








Why global enterprise procurement officers select Chinese factories for high-value automated systems.
Dongguan benefits from the world's most concentrated industrial ecosystem. From advanced raw polymers, high-performance synthetic rubber formulas, and high-tensile steel cord cores to precision-manufactured electric motors and programmable logic controllers (PLCs), every component is sourced within a 100-kilometer radius. This geographic concentration reduces logistical friction, lowers overall material costs, and accelerates time-to-market.
Unlike Western manufacturers with rigid tooling frameworks and long design cycles, Trakkx Tech maintains dynamic production tooling. Our structural design engineers utilize advanced CAD software to quickly modify roller structures, baffle wall heights, and frame materials. Whether a client requires an adjustable anti-bacterial stainless steel food conveyor or a heavy-duty mining system, we can transition from design concepts to finalized prototypes within weeks.
We maximize cost-efficiency without sacrificing quality. By employing automated precision cutting, advanced vulcanization presses, and standardized frame profiles, we lower manual assembly requirements. This enables us to deliver systems constructed from premium materials—such as SUS304 stainless steel, food-grade polyurethane, and wear-resistant high-density rubber—at a lower total cost than European or North American competitors.
Our export manufacturing lines are calibrated to match international regulatory frameworks. We maintain certified quality management systems ensuring that our food-grade belts meet strict FDA and EU regulations, our heavy-duty mining belts satisfy MSHA safety protocols, and our entire mechanical range carries CE certification. This makes Trakkx Tech products highly reliable and compatible with global regulatory environments.
Key technological advancements transforming material transport architecture.
The material handling sector is experiencing a rapid digital transformation, driven by industrial automation, green energy mandates, and strict hygienic requirements. Modern operations view material handling systems not as static equipment, but as dynamic assets integrated into factory management platforms. Trakkx Tech addresses these needs through ongoing material science research and advanced mechanical engineering.
In the food and beverage industry, preventing cross-contamination is a primary priority. Standard belts can harbor micro-cracks where bacteria multiply. The industry is shifting toward anti-bacterial polyurethane and thermoplastic modular belts with self-cleaning capabilities. Our adjustable anti-bacterial stainless steel food conveyor designs feature smooth, non-porous surfaces and open frame geometries, allowing sanitizing sprays to clean the belt without disassembly, saving downtime and maintaining regulatory compliance.
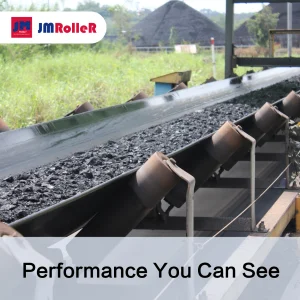
For heavy bulk handling in mining, cement, and metal manufacturing, traditional fabric belts can stretch and fail under high-impact loads. Modern operations rely on steel-cord conveyor belts (such as our ST1000 and ST5000 lines). By embedding high-tensile steel cables inside vulcanized rubber, these belts carry thousands of tons across long distances without elongation, lowering energy consumption and reducing drive pulley wear.
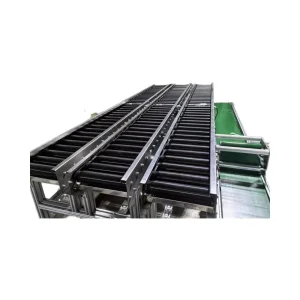
E-commerce fulfillment centers require systems that can sort and divert high volumes of packages with minimal human intervention. Standard conveyor lines are being upgraded with plastic modular belting that features integrated rollers or pop-up transfer plates. These components enable dynamic multi-directional routing, high-speed sorting, and tight turning circles, maximizing floor space utilization and throughput.
As corporations align with global carbon-reduction mandates, reducing power draw across conveyor lines is critical. Our modern EP500 and PU conveyor belts are designed to minimize rolling resistance against the supporting bed. This reduces the motor power required to drive the system, leading to energy savings, particularly in continuous-duty applications like parcel sorting and heavy mining lines.
Tailored material handling designs designed to solve specific operational challenges.
For aggregates, coal, and ore extraction, equipment must withstand constant abrasion and high-impact loading. We provide heavy-duty rubber fabric conveyor belts and steel-cord belts engineered to resist tearing and punctures, ensuring continuous bulk transport in demanding conditions.
For ready-to-eat foods, baked goods, and meat processing, maintaining hygiene is critical. We engineer adjustable anti-bacterial stainless steel conveyors and food-grade PU belts (using POM & PP materials) that withstand high-temperature cleaning, grease, and moisture.
For high-throughput distribution centers, sorting efficiency and speed are paramount. Our modular PVC belt conveyors, inclined loaders, and mobile conveyor units with hoppers enable rapid sorting, loading, and unloading of packages in changing layout environments.
A procurement checklist for sourcing automated conveyor technology.
Procurement officers and industrial design engineers must balance immediate capital expenditure (CAPEX) with long-term operational expenditure (OPEX). Sourcing conveying systems from an international factory requires attention to technical specifications and regulatory compliance. We recommend evaluating manufacturers against the following criteria:
Answering common technical questions on industrial conveyor selection, maintenance, and durability.
EP500 conveyor belts use polyester warp threads and nylon weft threads. This combination provides lower stretch than standard nylon belts, meaning fewer adjustment stops are required during operation. This makes them ideal for medium-to-long-distance transport of heavy aggregates like crushed stone.
These systems use 304 or 316 stainless steel with smooth welds and open frames, combined with antimicrobial belts. This design prevents food debris accumulation, resists bacterial growth, and withstands harsh high-pressure chemical washdowns.
Modular plastic belts are ideal for applications requiring heavy curves, liquid drainage, sharp changes in elevation, or direct contact with abrasive products. If a module is damaged, only that single piece needs replacement, reducing maintenance downtime compared to repairing solid-woven belts.
Our QA protocol includes dynamic tracking tests under simulated load, tensile testing of belt seams, motor load temperature analysis, safety guard verification, and speed controller performance checks. Each system receives a QA certificate prior to packing.
We work from customer CAD files, technical drawings, or physical dimensions to design custom conveyor configurations. We can supply standard-sized conveyor frames, raw bulk rolls, or complete, pre-wired systems ready for local integration.
We use vulcanized NR/SBR blends for high abrasion resistance, and EPDM compounds for heat-resistant applications like hot clinker transport, ensuring the belt resists premature cracking and tearing.
Browse our range of heavy industrial and food manufacturing conveyor belts designed to optimize transport efficiency.