Engineered with sanitizable structures, modular components, and premium materials designed to secure pure operational pipelines for pharmaceuticals, processing, and packaging.






The global pharmaceutical manufacturing landscape is undergoing a paradigm shift towards continuous manufacturing, modular cleanrooms, and automated logistics. Standard material handling is no longer sufficient. Modern pharmaceutical facilities demand complete, non-contaminating, sterile conveying pathways that conform to Strict ISO Cleanroom ratings and cGMP specifications.
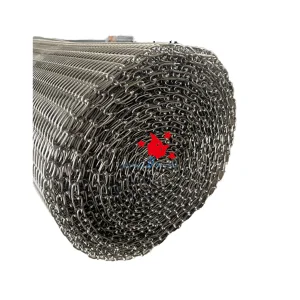
Key industry vectors driving the next generation of conveyor engineering include zero-contact product transition, absolute prevention of particle generation, and automated clean-in-place (CIP) setups. Suppliers must match these requirements with advanced polymers such as medical-grade PU, PTFE, and SUS316L stainless steel configurations, which prevent bacterial adherence and survive aggressive sanitizing routines.
By designing transport solutions that emphasize zero-contamination, manufacturers minimize cleanroom downtime while ensuring full traceability and safety. Advanced automation integrations, such as intelligent sensors and real-time tracking, allow pharmaceutical factories to seamlessly connect primary drug synthesis areas to packaging units, maximizing line throughput and minimizing human intervention.

Global procurement teams seek ISO 13485 and FDA compliance validation. We provide complete material certification sheets, batch traceability, and DQ/IQ/OQ documentation support to streamline facility validation pipelines.
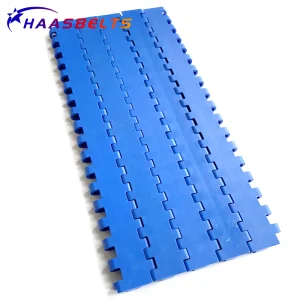
From custom Z-type inclined configurations to FDA-approved polymer modular belt tracks, we fabricate customized configurations built around specific facility space limits and process designs.
Integrate variable frequency drives, precise optical product counters, and sorting gates. Our conveyor systems communicate seamlessly with local MES and global ERP management software.
A comprehensive breakdown of how specialized conveying equipment fits into cleanrooms and manufacturing cycles.

In primary pharmaceutical stages, the movement of dry powders, active pharmaceutical ingredients (APIs), and excipients presents a high risk of cross-contamination and dust explosion hazards. Dust-tight screw conveyors and enclosed modular chain configurations are essential.
Our systems utilize FDA-compliant antistatic polymers and dust-tight seals that keep the ambient manufacturing environment particle-free. Complete assembly design ensures fast toolless disassembly, allowing operators to pressure-wash contact surfaces during product changeovers.

Once products are sealed inside primary blister packs, vials, or ampoules, high-speed sorting and inspection become the main priorities. In this phase, conveyor systems coordinate with visual inspection cameras, reject mechanisms, and boxing units.
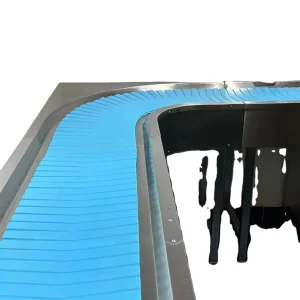
We supply high-efficiency modular flat top and plate conveyors that enable micro-routing, 90-degree transfers, and smooth elevation changes. The low-friction designs prevent packaging surface scratches and maintain stable alignment at throughput speeds exceeding 300 cycles per minute.

Elevation changes and high-capacity accumulation are essential for buffer management between sterile filling stations and labeling systems. Z-type inclined elevators with food-grade cleats provide reliable transitions without causing container tipping or mechanical blockages.
Through robust stainless steel frames and specialized sanitary side baffles, bulk components are safely contained. Variable speed controllers enable gentle acceleration curves, preventing glass-to-glass damage or high-noise levels on the production floor.
Reliable logistics engineering backed by metrics that guarantee high-efficiency operations.
Our ongoing research initiatives address cleanroom integration, system longevity, and operational efficiency.
Incorporating micro-ban technology and specialty high-density polymers directly into modular belts. This stops microbial growth at the molecular level, even in wet processing zones, and limits cleaning cycle requirements.
Eliminating mechanical friction by utilizing magnetic track systems. This design operates without belts, rollers, or gearboxes, completely eliminating wear-particles and making it ideal for sterile cleanroom spaces.
Embedding vibration, temperature, and wear sensors inside conveyor rollers and drive systems. Real-time diagnostic data is sent to the cleanroom monitor, warning operators of component wear before any downtime occurs.
A leading manufacturer of high-performance conveyor systems and advanced industrial conveying solutions.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.




Expert insights on regulatory standards, cleanliness certifications, and system engineering.
Stainless Steel 316L (standard for wet or chemical environments) or SUS304 are used for framing. For belts, medical-grade polyurethane (PU), polypropylene (PP), and polytetrafluoroethylene (PTFE) are standard. These materials limit outgassing, resist harsh washdown chemicals, and prevent microbial accumulation.
Our conveying systems are designed with sanitization in mind. We eliminate hollow framing profiles, exposed threads, and tight gaps that could trap residue. All plastic components are food-grade certified, and we provide material safety data sheets (MSDS) with our delivery documentation.
Yes. We supply comprehensive FAT (Factory Acceptance Testing) records, mechanical alignment blueprints, and component certification sheets. This data helps system integrators compile their Installation Qualification (IQ) and Operational Qualification (OQ) reports.
In pharmaceutical dry powder processing or electronics sub-assembly, ESD can trigger explosions or damage components. We use carbon-filled static-dissipative PU/PVC belts and copper grounding cables to safely ground electrostatic charges.
Yes. Our design team creates tailored incline and decline profiles with customized cleat heights, corrugated sidewalls, and specific drive locations to match the footprint of your cleanroom.
Standard modular systems are delivered in 3 to 4 weeks. Customized systems that require 3D modeling and specialized controls generally ship within 6 to 8 weeks, including full in-factory pre-assembly and testing.
Our facility runs test procedures on all fully assembled systems. We monitor belt alignment, load distribution, and decibel output under simulated production conditions for a minimum of 48 continuous hours.
We export globally using heavy-duty wooden crates designed for ocean and air transit. We supply step-by-step video installation guides, engineering schematics, and offer real-time video support for local mechanical teams during commissioning.
Heavy-duty, thermal-resistant, and high-performance wear-resistant systems built for demanding packaging and chemical manufacturing operations.






Our experienced design and engineering teams are ready to analyze your cleanroom specifications and draw up customized CAD blueprints. Partner with Dongguan Trakkx Tech Co., Ltd. to optimize your material handling workflow today.