Explore our premium selection of industrial-grade conveyor belts designed for high-stress container handling, mining, airport logistics, and specialized production environments.





In the era of modern logistics, maritime operations, and bulk material handling, container handling belts represent the critical arteries of global commerce. As container ships expand in capacity and deepwater ports move toward complete automation, the demands on conveying systems have escalated exponentially. Today's bulk-handling conveyor ecosystems are no longer simple mechanical runners; they are highly engineered, steel-cord reinforced, and smart-sensor integrated systems designed to maximize throughput while minimizing parasitic energy losses.
The overarching industry shift focuses intensely on reducing operational downtime (OEE optimization), improving flame-resistant and wear-resistant indices, and complying with strict environmental regulations. Modern belt factories are incorporating advanced rubber compounding techniques (utilizing custom polymers) to protect against extreme heat, ozone aging, and severe physical impacts.
Integration of fiber-optic rip detection and magnetic sensors embedded directly inside rubber belts to track internal tear propagation in real time.
Transitioning toward low rolling-resistance (LRR) rubber compounds that lower the conveyor motor’s power consumption by up to 15% under full load.
Advanced hot vulcanization techniques combined with high-grade steel cord matrices (e.g., ST 1250 to ST 5400) to ensure zero joint failures.
Procurement directors in major logistics hubs, ports, and energy sectors face sophisticated criteria when selecting container and material handling belts. A simple commodity purchase is no longer viable. Procurement managers operate under a strict framework evaluating Total Cost of Ownership (TCO). This framework prioritizes:
Selecting the correct material matrix dictates the operational lifespan of a container handling belt. Different industries require distinct physical characteristics. For example, high-impact mining applications rely on thick, steel-reinforced rubber covers, while food-grade applications require non-toxic, anti-microbial polyurethane surfaces. Below, we break down the engineering choices defining leading global manufacturing practices.
The external covers (top and bottom) are formulated using natural rubber (NR), butadiene rubber (BR), styrene-butadiene rubber (SBR), or synthetic polymers like EPDM and Nitrile (NBR). To satisfy high-density material handling, covers must comply with DIN 22102 standards:
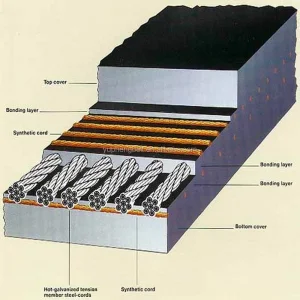
The internal skeleton provides the necessary tensile strength and elastic modulus.
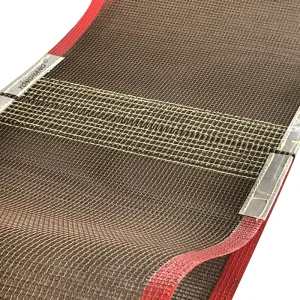
EP (Polyester-Polyamide) Fabric: The most common fabric layer, presenting minimal longitudinal stretch combined with high transverse flexibility for excellent troughability.
Steel Cord Matrix: Designed for long-distance, heavy-load port systems. High-tensile steel wires are treated to bond seamlessly with the rubber substrate, providing exceptional stability and high load capability.
Evaluating the capabilities of global exporters requires looking past marketing promises. True Tier-1 manufacturers are defined by their engineering infrastructure, laboratory testing equipment, and system design expertise. Below are the key indicators used by leading industrial consulting firms to rank the top factories:
Top factories possess internal testing setups for measuring abrasion loss, flame retardancy (ISO 340), ozone chamber degradation, and dynamic test rigs for lifecycle simulations.
Premium suppliers control raw material compounding directly, ensuring batch-to-batch consistency and specific formulations for custom mechanical requirements.
Quality exporters provide comprehensive on-site vulcanizing support, specialized toolkit recommendations, and detailed splicing manuals for maximum reliability.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
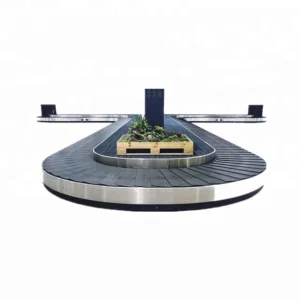
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth. Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.








Looking toward the end of the decade, the technology driving container handling belts will transition from passive mechanical elements to highly reactive digital assets. We anticipate the industry path moving through three developmental phases:
Integration of smart-linked sensor nodes directly inside the carcass layer. These nodes continuously output telemetry regarding structural temperature shifts, belt creep, splice slippage, and dynamic tension fluctuations directly to SCADA systems.
Low Rolling Resistance (LRR) compounds will become the global standard, matching strict net-zero manufacturing mandates. These next-generation elastomers reduce internal indentation losses when passing over support idlers, significantly cutting motor energy requirements.
Early-stage development of polymer compounds capable of closing small surface lacerations dynamically under compression forces, preventing deep moisture infiltration and preventing steel core rust issues before they occur.
Discover more high-performance products designed to support your operational needs across diverse industries.