Explore our elite selection of industrial belt products designed for durability, thermal resistance, and optimal bulk material transport.




Modern industrial supply chains demand mobility, flexible layout configurations, and rapid deployment capabilities. Portable belt conveyor systems have shifted from being secondary utilities to core infrastructural assets across sectors such as smart logistics, open-cast mining, food production processing, and automated agricultural warehouses. With the emergence of modular designs, these systems reduce installation times from weeks to hours, facilitating dynamic adaptation to shifting site conditions.
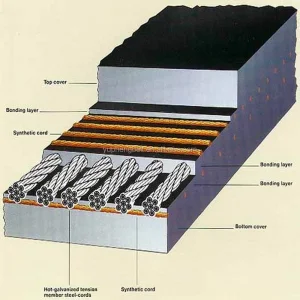
By implementing advanced polymers (such as Thermoplastic Polyurethane - TPU, Ethylene Propylene Diene Monomer - EPDM, and specialized Food-Grade PVC) and reinforced steel-cord technologies, modern manufacturing facilities ensure minimal downtime. The integration of high-precision dynamic balancing, smart IoT telemetry, and low-rolling-resistance rubber compound bases significantly reduces energy consumption, helping operators meet modern ESG (Environmental, Social, and Governance) targets.
As automation demands rise, manufacturers focus on smart sensors, localized support, and high load capacity designs.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
Our commitment to engineering excellence reflected in key performance indicators and global service statistics.
Understanding the engineering demands of diverse regional and localized operation zones.
In the US and Canada, freight hubs face acute labor shortages and expanding throughput volumes. Telescopic belt conveyor systems optimized for rapid truck and container loading/unloading (such as 20ft and 40ft units) are critical. Equipment must comply with UL/cUL standards, feature variable frequency drives (VFD), and offer integrated safety light curtains for worker protection.
Compliance with strict EHEDG and Regulation (EC) No 1935/2004 is non-negotiable in Western European food processing. Our food-grade plastic modular belts and high-performance blue PU conveyor belts feature anti-microbial surfaces, simple washdown profiles, and high chemical resistance against standard foam sanitizers.
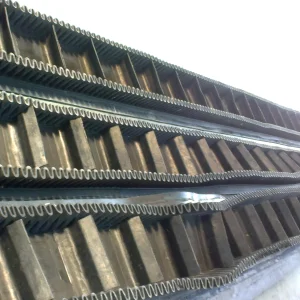
Operating under high temperature and humidity, mining operations in Indonesia and Vietnam require highly durable, tear-resistant steel-cord rubber belts with corrugated sidewalls. Advanced heat dissipation, fire-retardant covers (DIN standard compliance), and dynamic self-aligning tracking prevent belt slip and operational failure.
The progression of conveyor engineering: From simple transmission systems to automated, IoT-enabled infrastructure.
Focusing on high-tensile strength nylon cores, wear-resistant synthetic rubber covers, and precision-balanced roller bearings. Reductions in structural weight enhance the energy efficiency of portable assemblies.
Implementation of rapid, tool-less assembly configurations. Developing Z-type inclines, curved profiles (such as 90 and 180 degrees), and adjustable telescopic structures that integrate seamlessly with dynamic facility designs.
Deploying temperature, vibration, and belt alignment sensors directly into pulley and drive shaft bearings. Real-time predictive maintenance systems report component degradation before breakdown.
Smart VFD systems query upcoming sorting flows and automatically adjust conveyor speed. If the loading deck is clear, the system transitions to low-power standby modes, saving up to 45% in operating power costs.
Dongguan, known as the "World's Factory," houses one of the most complete manufacturing clusters for precision automation and rubber/plastics processing on earth. At Dongguan Trakkx Tech Co., Ltd., this geographic and industrial positioning enables us to secure high-grade raw components, specialized electric motors, precision gearboxes, and vulcanized rubber within a 50km radius. This streamlined supply chain translates directly into faster prototype turnaround times and lower manufacturing costs compared to regional competitors.
Furthermore, this localization buffers our operations against international supply shocks. Our close proximity to Shenzhen and Guangzhou shipping ports allows for direct shipping arrangements to global markets, supported by secure customs clearance and complete documentation (CE, ISO, SGS, FDA certifications).
We deploy high-precision vulcanizing presses, automated CNC plastic modular assembly lines, and heavy-duty metal fabrication shops. This level of technical depth allows us to process high-tensile nylon flat belts, large angle steel-cord rubber belts, and specialized food-grade PU belts under one roof.
Every batch of incoming rubber undergoes comprehensive tensile, friction, and heat aging tests. Finished systems are test-run continuously for 24-72 hours under simulate load dynamics before packing and container loading.
A transparent look at our advanced manufacturing facilities, processing equipment, and warehousing layout.








How we protect your investments through certifications, manufacturing standards, and localized deployment support.
For European buyers, our conveying systems are designed to fully comply with the EN 60204-1 electrical standard and the 2006/42/EC Machinery Safety Directive. We integrate emergency stops, physical guards, and functional safety circuits to ensure immediate operational approval on-site.
Materials that make direct contact with food (e.g. baking, meat processing, dairy packaging) are manufactured from raw polymers certified under FDA 21 CFR 177.2600. This minimizes contamination risks, keeps your facility HACCP compliant, and passes rigorous inspections.
In high-risk mining, grain handling, or textile mills, dust buildup can cause explosions. Our rubber and nylon belts are treated to meet ISO 284 anti-static requirements and MSHA/DIN flame-retardant parameters, guaranteeing safe performance in volatile environments.
Answers to complex engineering questions, purchasing parameters, and maintenance issues.
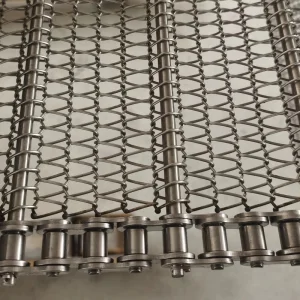
Explore specialized power transmission belts, steel cord reinforcements, and high-temp wire meshes.