Explore our elite selection of high-temperature resistant and food-grade wire mesh conveyor belts specifically designed to excel under challenging local environment conditions.


South Africa’s industrial fabric is uniquely diverse, ranging from deep-level mineral extraction in Gauteng and the North West, to vast agricultural processing facilities in the Western Cape and KwaZulu-Natal. Operating within these sectors demands material handling equipment that can withstand aggressive environmental factors—extreme heat, highly corrosive chemical exposure, high humidity, and heavy mechanical load.
This whitepaper analyzes the role of precision-engineered wire mesh conveyor belts in boosting efficiency, maintaining hygiene standards, and ensuring uninterrupted production processes. With the continuous pressure to keep operational costs low and minimize downtime (especially amid grid challenges like load-shedding), choosing a robust, long-lasting conveying medium is a key strategic decision for local plant managers.
The demand for reliable conveying systems is driven by South Africa's three major economic hubs: Western Cape's food processing plants, KwaZulu-Natal's sugar and paper industries, and Gauteng's manufacturing & metallurgical centers.
Furthermore, compliance with international standards such as SABS (South African Bureau of Standards), FDA, and EU sanitary directives is mandatory for companies wishing to export goods. Thus, wire mesh belts must be fabricated from premium stainless steel alloys (SUS304, SUS316, and high-temperature variations like SUS310S or SUS314) that resist corrosion, scaling, and thermal stress.
Customized configurations designed for heavy-duty industrial ovens, chemical washing, and specialized drying systems.


A technical guide to selecting the optimal mesh weave and alloy for high stress industrial environments.
When specifying a wire mesh conveyor belt, mechanical engineers must balance load capacity, heat requirements, thermal expansion coefficients, and chemical environments. The most common structural failure in high-temperature conveyor belts is creep rupture and fatigue cracking. Selecting the correct metallurgical and mechanical parameters is critical to preventing these outcomes.
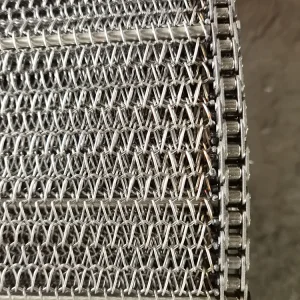
We manufacture belts using SUS304 (standard sanitary), SUS316 (corrosion-resistant for marine/salty foods), and SUS314/310S (resists scaling up to 1200°C in sintering kilns).
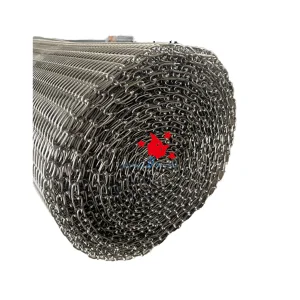
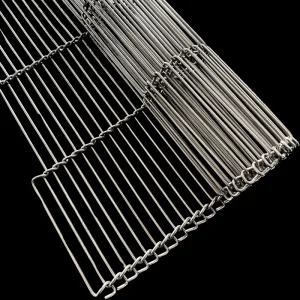
From balanced weave patterns that provide excellent tracking stability, to double spiral configurations designed for small product transfers without tipping.
Our chain-driven mesh belts eliminate slippage by locking side chains directly to drive sprockets, guaranteeing consistent travel speeds under greasy conditions.
| Alloy Grade | Max Temp | Key Characteristics | Recommended Applications in South Africa |
|---|---|---|---|
| Stainless Steel 304 | 800°C | Excellent sanitation, cost-effective, high structural strength | Baking ovens, fruit washing in Western Cape, industrial assembly lines |
| Stainless Steel 316 | 850°C | Enhanced resistance to pitting in chloride/saline conditions | Seafood freezing, canning facilities, coastal chemical processing plants |
| SS 310S / SS 314 | 1150°C | High nickel/chromium alloy, resists scaling and hot-gas corrosion | Metallurgical sintering, gold ore processing, tempering furnaces in Gauteng |
| Polyester / PTFE | 150°C - 260°C | Non-stick, lightweight, chemically inert properties | Agricultural dehydrators, textile drying, heat-seal packaging lines |
Global supply chains are undergoing a major shift. For South African enterprises looking to control capital expenditures while maintaining top-tier machinery reliability, sourcing from our state-of-the-art facilities in Dongguan, China offers an optimized pathway. As a highly integrated manufacturer, Dongguan Trakkx Tech Co., Ltd. controls the process from raw material procurement to custom design, testing, and delivery.
By routing direct exports via major logistics networks, we ship seamlessly to key South African maritime gates including the Port of Durban, Port of Cape Town, and Port of Port Elizabeth. This direct corridor cuts middleman markups, saving local buyers up to 30% compared to local resellers while guaranteeing high-precision engineering standards.
South African manufacturers face unexpected operational challenges due to electrical load-shedding. In this environment, machinery downtime must be minimized. Our heavy-duty wire mesh belts are designed for longevity, requiring minimal maintenance and offering rapid installation mechanisms, allowing local operations to maximize productivity during active power windows.
Request a Freight QuoteEngineered to meet specific load configurations, temperature thresholds, and chemical resistances.






A trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.








Real-world examples of how our engineering solutions improve efficiency and scale production lines locally.
A major agricultural processor in Stellenbosch required a corrosion-resistant mesh belt that could handle acidic fruit juices while operating in a wet clean-in-place (CIP) configuration. Trakkx Tech designed a custom SUS316 chain link belt with side guards. The open-mesh structure optimized juice drainage, reduced organic buildup, and reduced water consumption by 20% during sanitation cycles.
An automotive component supplier in Ekurhuleni experienced frequent belt breakage in a sintering furnace operating at 1120°C. We supplied a balanced weave belt made of premium SUS314 alloy, engineered with custom-calculated rod pitches to allow for heat-induced metal expansion. The service life of the belt increased from 4 months to over 14 months, significantly reducing furnace downtime.
Clear, technical answers to common queries regarding metal conveyor systems, metallurgy, and importing details.
Partner with Dongguan Trakkx Tech Co., Ltd. for highly durable, custom-designed wire mesh conveyor systems. Speak directly with our technical team to optimize your processing lines.
Send Inquiry Now