Explore our premium select range of high-efficiency conveying belts and magnetic separation auxiliary systems engineered for heavy manufacturing, mining operations, and specialized distribution plants.





Dongguan Trakkx Tech Co., Ltd. stands as a premier vanguard in the production, engineering, and global export of advanced industrial conveyor belts and integrated material handling solutions. Representing the pinnacle of manufacturing ingenuity, our systems are optimized for heavy-scale sorting, raw material transport, and precision mineral extraction processes worldwide. Through years of dedicated focus on materials science and electromechanical engineering, we deliver robust systems designed to increase operational uptime, reduce maintenance overheads, and streamline processing throughput.
As raw material processing plants transition to digitalized architectures, the integration of electromagnetic separation mechanisms directly onto high-speed conveyor lines becomes paramount. Trakkx Tech provides standard conveyor solutions along with highly complex custom assemblies engineered to withstand extreme temperatures, dynamic loads, and abrasive materials, positioning us as the preferred industrial partner across five continents.
Understanding the physics and architectural execution of magnetic separation and high-strength rubber-steel compositions.
Electromagnetic belt systems generate high-gradient magnetic fields that continuously extract unwanted ferromagnetic fragments (tramp iron) from bulk materials. The materials pass beneath the cross-belt self-cleaning separator, attracting metallic objects to the separator belt where they are safely discharged away from the main conveyor flow, safeguarding down-line crushers and grinders.
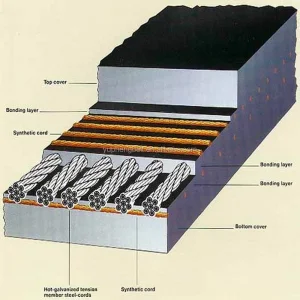
Modern bulk conveyor belts, especially ST 1250 and higher, feature integrated steel-cord configurations. When these operate in proximity to magnetic fields, real-time X-ray and magnetic flux leakage (MFL) sensors scan for cord breaks, splice dynamic shifts, and core corrosion, preventing catastrophic longitudinal tears and downtime.
Conveying items at high speeds generates static charges and thermal load. Custom rubber compounds (such as EP250 fabric layers and EPDM covers) ensure optimized static dissipation and high heat resistance, allowing electromagnetic devices to scan and separate materials without thermal interference.
A technical assessment of variables and suitability parameters designed to assist procurement managers in choosing system specifications.
| Performance Parameters | Standard Fabric Conveyor (EP/NN) | Steel Cord Conveyor (ST-Series) | Electromagnetic Self-Cleaning Overband Belt |
|---|---|---|---|
| Primary Application | General bulk handling, medium distance | Long-distance mining, heavy ore haulage | Tramp iron separation & recycling sorting |
| Maximum Tensile Strength | Up to 3,150 N/mm | Up to 10,000 N/mm (Customized ST) | Continuous duty cycles under high heat |
| Magnetic Penetration Depth | N/A (Non-magnetic properties) | Low (Monitored via internal sensors) | Up to 550mm deep material beds |
| Key Safety Mechanism | Standard tracking & rip sensors | Integrated Real-time X-ray monitoring | Automatic overload thermal cutouts |
| Abrasive Resistance | Good (Class M, N covers) | Exceptional (Class W standard) | Self-cleaning heavy-duty rubber sleeves |
Why sourcing from Dongguan Trakkx Tech Co., Ltd. delivers global cost-efficiencies, raw material access, and rapid delivery schedules.
Dongguan, located at the core of the Pearl River Delta, is globally recognized as a premier manufacturing and industrial assembly hub. The location provides Trakkx Tech with unique advantages: immediate access to high-grade chemical raw materials for custom rubber vulcanization, direct sourcing of electrical and mechanical components from local steel and motor clusters, and convenient logistics via Shenzhen and Guangzhou ports.
Our facility incorporates state-of-the-art curing presses, automated tensioning lines, and real-time computer-controlled rubber testing equipment. These features allow us to execute precise customizations for width, length, ply configuration, and steel-cord placement. By consolidating our production line from base steel reinforcement weaving to dynamic X-ray inspection in one facility, we maintain pricing efficiency while matching or exceeding the quality benchmarks established by European and American manufacturers.








A strategic approach to custom engineering and tailored industrial solutions for global partners.
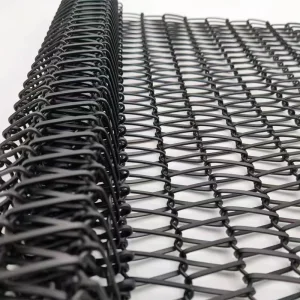
Modern industrial procurement managers operate under strict criteria, balancing total cost of ownership (TCO) with system compatibility. Trakkx Tech addresses these needs through comprehensive OEM and ODM services. From custom conveyor layouts for limited spaces (such as our Z-type incline elevators and curved wire-mesh belts) to heavy-duty impact beds that absorb raw ore drop shocks, our engineers collaborate directly with your technical teams to design and manufacture components that integrate seamlessly with your existing infrastructure.
Whether you require specific bearing brands (like SKF or NSK), customized motor integrations (such as Siemens or SEW-Eurodrive), or special compound ratings for fire-retardant and oil-resistant applications, we customize the assembly to match your local performance expectations and requirements.
Providing regulatory compliance, localized support networks, and international quality standards.
All conveyor belts manufactured by Trakkx Tech are engineered to comply with strict international standards, including Germany's DIN 22102, ISO 15236 for steel-cord belts, and FDA/EU regulations for food-grade, direct-contact conveyors.
We work alongside regional service teams and distribution partners to provide technical assistance, splice vulcanization training, diagnostic support, and on-site troubleshooting for mining and manufacturing plants globally.
Before leaving the factory, each system is subjected to dynamic load tests, electronic sensor calibration, rubber elongation metrics verification, and X-ray scanning of splices, ensuring trouble-free installation and commissioning.
How different industries leverage Trakkx Tech solutions to solve challenges and optimize throughput.
Heavy-duty steel cord belts (e.g. ST 1250 class) transport raw ore over long distances. High-elastic impact beds absorb vertical drop forces at loading points, while overband electromagnetic magnets remove tramp iron to prevent downstream damage.
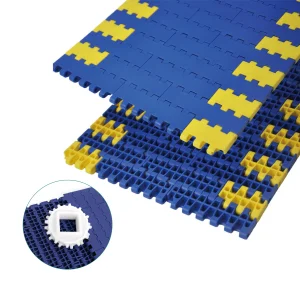
Using 304 food-grade stainless steel modular meshes, spiral turners, and polyurethane FDA-compliant belts. These systems handle raw vegetables, meats, and bakery goods under freezing or high-temperature drying conditions while resisting harsh cleaning agents.
Cross-belt magnetic sorting separators operate continuously over heavy-duty rubber belts to automatically extract ferrous materials from municipal waste, shredded tires, and e-waste, supporting resource recovery and circular economy initiatives.
Key technological shifts reshaping the conveyor and bulk material handling landscape over the next decade.
The material handling sector is transitioning from mechanical maintenance to predictive automation. The integration of IoT sensors within conveyor belts enables operators to monitor belt thickness, heat build-up, and motor vibrations. Additionally, real-time X-ray inspection modules identify splice degradation and inner cord failure before structural failures occur.
Furthermore, sustainability initiatives are driving the demand for eco-friendly conveyor systems. Factories are adopting energy-efficient PM motors and low-resistance rubber formulations to reduce friction, lowering carbon footprints and operational energy costs for processing facilities.
Expert answers to common queries regarding electromagnetic conveyor setups, steel cord testing, and international shipping.
Detailed technical sub-assemblies, high-temperature formulations, and modular plastic belt designs for production line customization.