Explore our elite collection of engineered conveyor belts and complete mechanical structures designed for precise heavy industrial applications.






In the contemporary globalized industrial economy, efficiency and reliability in material handling systems act as the primary backbone of supply chains and production facilities. High-capacity conveyor belts represent a vital element within logistics ecosystems, heavy mining, metallurgical processing, agricultural operations, and hygienic food production lines. As industries worldwide face increasing pressure to transition toward automation, reduce operational carbon footprints, and maximize throughput, the demand for custom-engineered conveyor configurations has experienced significant growth.
China has established itself as the leading global force in the research, development, and high-volume manufacture of conveyor technology. Manufacturers in China combine sophisticated polymer science with robust structural design to deliver conveying systems that offer excellent durability, structural integrity, and long service life. By integrating advanced production methods, computerized quality control protocols, and robust logistics interfaces, Chinese suppliers offer high-performance, cost-effective solutions for clients across the Americas, Europe, the Middle East, and the Asia-Pacific region.
Modern conveyor systems have evolved from simple passive transport systems into active, data-integrated logistical systems. Deploying the right configuration (e.g., steel cord reinforces, heat-resistant PTFE coatings, high-inclination sidewalls) can reduce operational downtime by up to 35% and cut energy consumption in heavy mining and processing fields by 15-20%.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.








The operational lifespan and efficiency of large-scale conveyor systems depend heavily on the quality of their material components. Modern industrial setups demand high specialized belt materials to handle challenging physical stresses, chemical environments, and temperature conditions. Developing high-performance systems involves analyzing polymer characteristics, structural design, and reinforcing components.
Heavy-duty bulk material handling relies on specialized materials like Polyester-Nylon (EP) and Nylon-Nylon (NN) woven matrices. EP fabrics offer high resistance to tensile forces while maintaining minimal stretch over long distances, making them ideal for long-distance industrial applications. NN fabrics provide excellent elasticity and impact resistance, which helps absorb shock energy in transfer chutes and loading zones. For extreme tensile stresses, such as vertical elevators or deep mining structures, steel cord reinforcement is integrated into the rubber matrix to prevent structural failures.
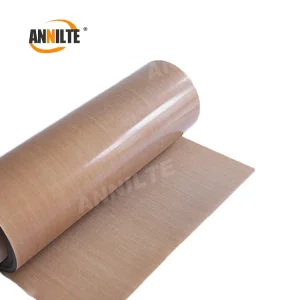
Processing materials like hot asphalt, clinker, fertilizers, and acidic ores requires specialized chemical compositions. High-quality Nitrile Rubber (NBR), Chloroprene (CR), and EPDM matrices are used to resist oil absorption, chemical corrosion, and thermal degradation. In food-grade applications, FDA-approved Polyurethane (PU), Polyvinyl Chloride (PVC), and polytetrafluoroethylene (PTFE) are used to handle temperatures up to 260°C while resisting grease, oil, and harsh cleaning agents.
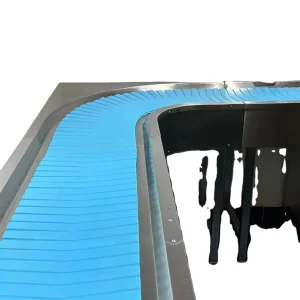
Transporting materials at steep angles require specialized structural additions like cleats, corrugated sidewalls, and Chevron V-patterns. These designs prevent material fallback, optimize footprint efficiency in facilities, and allow for vertical transport (up to 90 degrees) without spilling bulk materials like sand, gravel, woodchips, or grain.
Industrial operations require customized conveying configurations tailored to the physical demands of different sectors. Standard systems often fail to meet the performance, sanitation, and safety regulations of specialized fields. Below are the customized solutions deployed globally by Dongguan Trakkx Tech:
Our white FDA-grade food-grade belts (including PTFE, PU, and stainless steel link plates) prevent biological accumulation, withstand sanitization chemicals, and maintain clean operations in baking, meat processing, tea drying, and packaging facilities.
Designed for high-impact resistance, our steel cord reinforced, chevron-patterned, and thick-gauge rubber conveyor belts efficiently transport abrasive ores, crushed rocks, sand, and aggregate materials in harsh environments.
Equipped with high-precision timing belts, flat PVC conveyors, and modular belt systems, we provide automated sorting, distribution, and packaging centers with the speed and reliability needed for dynamic load distribution.
Our mobile belt conveyors feature integrated hoppers, dust containment systems, and anti-static surfaces to safely and efficiently transport sawdust, biomass fuels, grains, and agricultural yields.
The material handling industry is undergoing a digital transformation, moving toward smart, predictive conveyor systems. This shift is driven by the need to minimize maintenance costs, prevent sudden belt tears, and reduce energy consumption. In modern setups, sensors integrated directly into the belt or pulley frames monitor parameters like real-time tension, temperature changes, and belt tracking alignment, feeding the data directly into local control systems.
Another major priority is environmental sustainability. Manufacturers are developing low-rolling-resistance rubber compounds that reduce the drag force over carrier rollers, which can lower a facility's energy requirements by up to 15%. At the same time, using fully recyclable polymers (like thermoplastic polyurethanes) helps businesses meet circular economy requirements without sacrificing operational lifespan or strength.
Technical answers regarding materials, customization options, operation guidelines, and system integration.
Discover more high-capacity belts engineered for durability and reliable material handling in demanding environments.