Explore our premium grade selection of heavy duty mining belts, modular chains, and specialized conveyor assemblies designed for modern industrial applications.




Dongguan Trakkx Tech Co., Ltd. is a premier China conveyor belt and industrial material handling solution manufacturer supplying high-performance systems worldwide. We combine structural engineering expertise with state-of-the-art production capacity to construct roller bed conveyors that optimize throughput, lower friction, and maintain peak uptime under severe loads.
Unlike conventional slider bed conveyors, our roller bed conveyors feature dynamically balanced carrier rollers that support the belt. This design drastically reduces friction losses, enabling longer conveyor runs, smaller motor drives, and significantly reduced power consumption.
Providing specialized mechanical configurations engineered to solve demanding material handling and logistics challenges across modern industries.
Engineered for high-volume sortation centers, parcel hubs, and fulfillment warehouses. High-speed roller beds facilitate smooth transfer of cardboard boxes, polybags, and heavy totes with minimal belt drag.
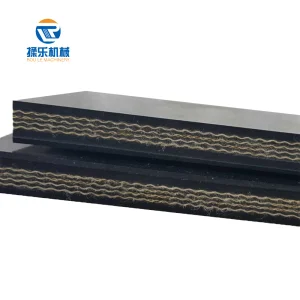
Incorporates impact roller beds with multi-ply EP rubber and steel-cord belts. Designed to absorb extreme shock loads at dump zones and transfer towers for coal, iron ore, and crushed rock.
Utilizes open-frame stainless steel (SS304/SS316) designs paired with FDA-compliant blue PU or white PVC belts. Designed for thorough washdown protocols, resisting corrosion and bacterial build-up.
Understanding the mechanical and energetic distinctions to make informed procurement decisions for your bulk and unit handling systems.
In high-capacity conveyor networks, the choice between a roller bed conveyor and a slider bed conveyor fundamentally impacts system lifecycle costs, energy footprints, and mechanical wear rates.
A slider bed relies on a solid sheet of steel (often with a low-friction slider pan) directly underneath the belt. While excellent for light loads or impact-free assembly stations, it creates a large friction surface area. When handling heavy loads, the friction coefficient ($\mu$) between the belt backing and the bed increases, demanding higher torque, heavier motors, and increased electrical power.
Conversely, our Roller Bed Conveyor system replaces the continuous sheet metal pan with a series of precision-spaced, ball-bearing rollers. The conveyor belt rolls over these supports, reducing the contact dynamic friction to rolling friction. This configuration provides several operational advantages:
How we tailor roller bed conveyors to integrate with existing automated setups, sorting machinery, and physical plant structures.
Engineered for high-duty cycles where lines run 20+ hours daily. Equipped with low-noise precision bearings to maintain noise levels below 70 dBA in confined sorting areas.
Perfect for long run bulk handling (sand, gravel, minerals) where reducing motor sizes lowers overall infrastructure capital expenses (CAPEX).
Configured with high-friction rubber belts and integrated mechanical backstops to prevent product back-sliding during steep incline or decline transport.
Ensuring our machinery complies with local directives and providing engineering support throughout installation and operations.
Exporting industrial material handling equipment worldwide requires adherence to local engineering and safety regulations. At Dongguan Trakkx Tech Co., Ltd., we build systems according to strict international directives:
Through our network of integration partners and field service crews, we provide localized support for installation, conveyor tracking, maintenance training, and rapid spare parts supply.
Developing next-generation conveying technologies that optimize energy efficiency, automation, and predictive maintenance.
Integrating vibration and temperature sensors into roller bearing caps to monitor structural health and alert maintenance crews before failure occurs.
Utilizing photo-eye product sensors linked to variable frequency drives (VFDs) to automatically idle the conveyor during product flow gaps, saving energy.
Using zinc plating and nitrocarburizing treatments on standard rollers to resist abrasive wear and corrosion in harsh industrial environments.
Clear, direct answers to technical queries regarding roller bed selection, system configuration, and maintenance.
Explore our industrial-grade material handling solutions designed for mining, loading, and high-temperature environments.





A detailed view of our modern fabrication plant, quality control systems, and machinery infrastructure.













