Explore our foundational range of modular, food-grade, high-temperature, and automated industrial conveying systems engineered for seamless facility integration.
In contemporary industrial manufacturing, protecting product integrity during material transport is paramount. Traditional conveying configurations expose bulk materials, sensitive chemical substrates, pharmaceuticals, and fresh foodstuffs to ambient atmospheric variables such as oxygen ($O_2$), relative humidity ($RH$), and microbiological pathogens. This exposure triggers oxidation degradation, enzymatic browning, moisture absorption, and mold development.
Modified Atmosphere Conveying (MAC) bridges the gap between processing and final packaging. By enveloping the conveying path in a hermetically sealed or positive-pressure gas-purged tunnel (typically employing Ultra-High Purity Nitrogen $N_2$ or Carbon Dioxide $CO_2$), MAC systems actively regulate oxygen displacement, heat accumulation, and volatile emission. This specialized mechanical and environmental design ensures that products arrive at packaging stations in a preserved state, significantly enhancing shelf life and minimizing waste.
"Integrating Modified Atmosphere Conveying into the production line provides significant information gain and operational security. Moving a product from point A to point B under a controlled atmosphere is no longer just material handling; it is the critical phase-gate of modern preservation systems."
Designing custom OEM MAC systems involves three primary physics-based challenges: Gas-tight Enclosure Construction, Gas Infiltration Prevention (Purging Dynamics), and Thermal and Mechanical Friction Mitigation.
Implementing customized, enclosed gas-flushed conveying lines yields substantial improvements in quality metrics, raw material preservation, and compliance.
Displaces ambient $O_2$ down to ultra-low levels, halting chemical rancidity in fatty lipids, degradation of active pharmaceutical ingredients (APIs), and discolouration in organic materials.
Dry inert gas curtains prevent moisture absorption in hygroscopic powders, specialized food starches, and delicate effervescent formulations, eliminating clump formation and line blockages.
By filling enclosed spaces with nitrogen, the combustion triangle is broken, effectively preventing dust explosions in processing spaces handling coal dust, sulfur, or starch.
The adoption of Modified Atmosphere Conveying (MAC) systems is growing globally due to rising demand for clean-label foods, extended pharmaceutical shelf lives, and strict occupational safety regulations. According to global industrial processing studies, the automated material handling equipment market is expanding at a steady CAGR. This growth is driven by the need for continuous inline preservation technologies.
In North America and Europe, the move away from chemical preservatives has prompted food manufacturers to rely on modified physical environments to prevent microbial spoilage. Similarly, in Asia-Pacific's industrial hubs, rapid urbanization and longer food supply chains require robust, enclosed conveying infrastructures. These systems must preserve product quality from processing to distribution warehouses.
| Industry Sector | Typical Atmosphere Mixture | Primary Technical Driver | Recommended Belt Media |
|---|---|---|---|
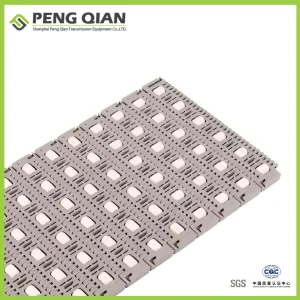
| Food Processing (Bakery/Meat) | 70% $N_2$ + 30% $CO_2$ | Inhibits aerobic mold, preserves moisture balance | Food-Grade Modular PU or Curved Plastic Chain |
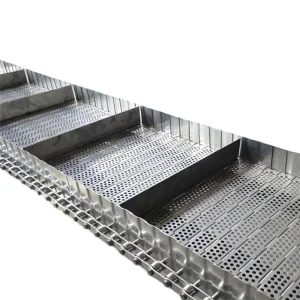
| Pharmaceutical Ingredients | 99.9% Ultra-Pure $N_2$ | Prevents oxidation of active compounds | Stainless Steel Wire Mesh or PTFE Coated Glass Fabric |
| Lithium-Ion Battery Powders | Dew Point < -40°C Dry Air/N2 | Prevents chemical degradation from moisture | Enclosed Corrosion-Proof Corrugated Sidewall Rubber |
| Mining & Bulk Heavy Dust | Displaced Dust-Suppression Gas | Explosion prevention & dust emission control | Chevron Cleated High-Tear Resistant Rubber Belt |
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our comprehensive product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth. Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.








Deploying Modified Atmosphere Conveyors (MAC) into food, chemical, or pharmaceutical environments requires adherence to complex global regulatory frameworks. Dongguan Trakkx Tech Co., Ltd. designs and manufactures systems that comply with major regional and international standards, ensuring smooth integration and audit compliance.
For food and beverage operations, our designs utilize FDA-approved polymers, meeting EHEDG (European Hygienic Engineering & Design Group) and 3-A Sanitary Standards. These configurations feature open-channel frames, rounded interior radiuses, and dynamic washdown features, eliminating organic buildup and minimizing sanitation water consumption.
In hazardous areas prone to fine chemical or organic dust explosion, our conveying solutions conform to ATEX Directives (Zone 20/21/22) and NFPA Standards. Anti-static modular belts, spark-resistant drive assemblies, and automated nitrogen purging loops work together to manage dust risks.
Our global distribution network provides reliable customer service, prompt replacement parts delivery, and engineering support across North America, Europe, the Middle East, and Southeast Asia. We ensure your production lines maintain peak efficiency.
Our commitment to R&D drives continuous innovation in automation and material science, preparing processing lines for tomorrow's manufacturing challenges.
Developing closed-loop gas dosing systems that monitor oxygen and moisture sensors in real-time, optimizing nitrogen flow to match varying product density.
Testing plant-derived, food-compliant polymers for modular belts to lower the carbon footprint of structural parts without sacrificing durability.
Developing cloud-connected sensors for real-time monitoring of belt tension, bearing temperature, and wear indicators, enabling predictive maintenance.
Technical answers to common engineering questions regarding the customization, installation, and operation of gas-purged industrial conveying lines.
The required flow rate depends on the physical dimensions of the conveyor enclosure, the feed rate of the material, and the target oxygen concentration. For an average 10-meter enclosed conveyor, nitrogen flow rates range between 5 to 25 Nm³/h to maintain oxygen levels below 1.0%. Precision gas curtains at the inlet and outlet ports help reduce gas consumption by up to 40%.
Our hygienic food-grade systems feature Clean-in-Place (CIP) systems, including internal spray bars that clean the belt surface, pulleys, and inner frame walls. Enclosure panels are designed with quick-release gas-tight clamps, allowing operators to easily open and sanitize the system without tools during plant washdowns.
Yes, we offer systems configured with high-temperature stainless steel wire mesh belts, capable of withstanding temperatures exceeding 250°C. These setups are ideal for handling freshly baked goods, extruded materials, or sintered chemical elements under a nitrogen purge, allowing cooling to occur in a non-oxidizing environment.
For food contact, we use high-density FDA-compliant Polypropylene (PP), Polyethylene (PE), and Polyacetal (POM). Polyethylene works well in low-temperature environments (down to -70°C), while Polypropylene is suitable for high-temperature clean-in-place processes. Polyacetal offers superior tensile strength and wear resistance.
Our design and engineering team works closely with your engineering departments. We use 3D CAD files to integrate our conveying systems into your existing processing lines. We customize length, width, incline angles, and enclosure placements to fit your plant's layout, providing technical support from initial layout to final start-up.
Explore our wide range of conveying solutions, including heavy-duty mining belts, food-grade PVC lines, and modular incline systems designed for demanding production environments.