High-performance industrial belt components designed to reduce friction, minimize wear, and maximize operational uptime across diverse industrial domains.







In the highly competitive landscape of modern logistics, e-commerce, and industrial manufacturing, operational efficiency is directly linked to the mechanical systems driving material movement. At Dongguan Trakkx Tech Co., Ltd., we serve as a pivotal engineering partner for global enterprises, designing, testing, and manufacturing next-generation conveyor belts that satisfy intense performance criteria.
Conveyor systems are no longer treated as passive elements in a production line; they are active, data-integrated mechanisms that determine the throughput potential of distribution hubs, heavy mining terminals, and hygiene-critical food processing plants. Sourcing the right material handling equipment represents a critical operational leverage point for modern logistics leaders.
Through dedicated research and development in polymer science, high-tensile fabrics, and rugged steel reinforcement structures, Trakkx Tech bridges the gap between raw capacity and smart utility. Our solutions are deployed to solve specific physical challenges, ranging from high-angle vertical ascents to strict sanitization standards.
Our manufacturing headquarters in Dongguan integrates advanced production methodologies with strict quality management protocols. Every conveyor belt, whether fabricated from customized PVK, cross-linked polyurethane (PU), or heavy-duty synthetic rubber, undergoes rigorous static dynamic testing to verify performance limits prior to shipping. We manage the entire lifecycle—from design consultation to international logistics fulfillment.
Unlocking structural advantages through specialized industrial zones, integrated raw material access, and advanced assembly scale.
Located in the Pearl River Delta industrial corridor, Dongguan Trakkx Tech draws upon an unparalleled ecosystem of steel mills, precision motor builders, chemical formulation experts, and mechanical component vendors. This physical proximity cuts lead times and allows rapid engineering changes without delaying schedules.
We leverage automated vulcanizing presses, digital tensile testing equipment, and laser thickness profiling systems. By reducing manual steps, we keep product consistency high, ensuring that conveyor belts perform reliably even under harsh operating conditions.
We provide full design integration. Global system integrators can submit custom width, length, and profile requirements. We manufacture custom conveyor styles—such as curved configurations, bucket elevators, and incline hoppers—to match client-provided schematics.
Targeted material handling strategies customized to address localized environmental challenges and complex material characteristics.

Distribution centers require conveyor systems capable of continuous operation during peak demand periods. Under these conditions, typical PVC belts can degrade quickly from friction, generating static charges that can disrupt electronics or pose a safety risk.
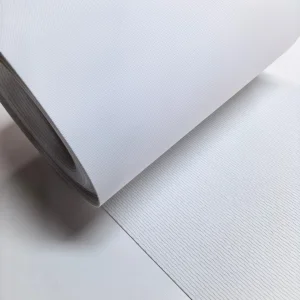
Trakkx Tech designs specialized PVK and flame-retardant PVC conveyor belts. These belts feature cross-woven polyester fabrics coated in a polymer blend that resists abrasions and prevents static buildup. They keep tracking stable and run quietly, making them ideal for high-capacity parcel sorting hubs, urban distribution hubs, and sorting systems.

Transporting coal, stone, metal ores, and raw cement requires belts that can withstand extreme mechanical impact, sharp cutting edges, and outdoor weather exposure. Standard conveyor designs can stretch or tear under these heavy loads.
Our steel cord reinforced rubber conveyor belts and corrugated sidewall bucket elevators use high-tensile rubber compounds. These materials cushion impacts and prevent longitudinal tears. The raised sidewall designs allow for steep incline angles, up to 90 degrees, helping facilities maximize their vertical space without losing raw capacity.

Food manufacturing demands high sanitation standards. Any surface crack or oil absorption can harbor bacteria, which could compromise product safety and compliance. Regular washdowns with harsh chemicals also accelerate material wear.
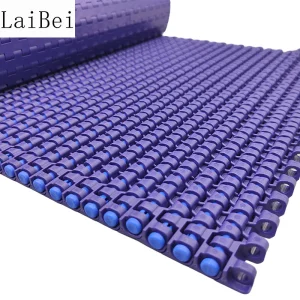
Our solutions include FDA-compliant polyurethane (PU) belts and polyoxymethylene (POM) modular plastic chains. Designed to resist oils and fats, these belts can handle a wide range of temperatures. Their smooth surfaces make cleaning easy, helping facilities maintain sanitary conditions while standing up to high-pressure sanitizing washdowns.
How Smart Belts and Eco-friendly Materials are Transforming Modern Production Facilities
Embedding RFID chips and magnetic sensors within the belt layers allows tracking systems to monitor belt wear, tension levels, and alignment in real-time, helping prevent unexpected downtime.
Our energy-saving belt undercovers reduce rolling resistance over rollers, helping lower electrical consumption in large-scale sortation and distribution centers.
High-frequency welding enables precise placement of custom-molded profiles, sidewalls, and guiding tracks on PVC or polyurethane bases to prevent material slippage on steep inclines.
Examine the machinery, testing chambers, and assembly floor where Trakkx Tech industrial conveying solutions are manufactured.





Explore our specialized products, ranging from heat-resistant PVC units to modular food-grade belts.







Answers to complex questions regarding material science, design limitations, and procurement operations.