High-performance configurations optimized for quick local deployment across both North & South Islands.




New Zealand's robust, export-led economy relies heavily on efficient, sanitary, and ultra-durable bulk material handling systems. From the vast agricultural basins of the Canterbury Plains to the deep-water marine terminals of Tauranga and Auckland, modern industrial facilities face unique material transport challenges. In particular, the spatial constraints of modern processing plants demand high-inclination transport mechanisms that standard flat belts cannot satisfy.
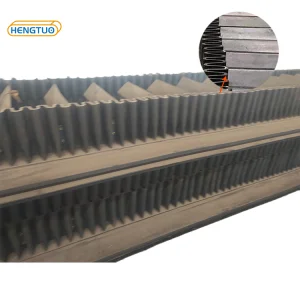
This is where Cleated Conveyor Belts become a critical piece of operational infrastructure. Standard belt conveyors fail to transport loose materials up angles exceeding 15° due to rollback. Our advanced cleat designs utilize specialized patterns (including T-cleats, C-cleats, and corrugated sidewalls) to allow steep vertical lifting up to 90°, securing maximum efficiency with a minimal footprint.
For New Zealand manufacturers and logistics companies, sourcing premium cleated belts is not merely a purchasing decision; it is an optimization strategy. Ensuring correct engineering configuration directly prevents product degradation, decreases operational downtime, and secures conformity to WorkSafe NZ safety protocols.
The physics of material handling require distinct cleat designs for different angles:
By engineering systems directly aligned with NZ's harsh climate and rigorous standards, we assure durability under extreme operational cycles.
Navigating regional health, safety, and sanitary compliance framework for trouble-free site integration.
New Zealand's Ministry for Primary Industries (MPI) enforces strict sanitary protocols, particularly in the dairy, red meat, and seafood processing sectors. Our food-grade conveyor belts are engineered using premium polyurethane (TPU) and polyvinyl chloride (PVC) certified under FDA (US Food and Drug Administration) and European EC 1935/2004 regulations. They offer superior resistance to animal fats, oils, industrial cleaning agents, and high-pressure washdowns, preventing bacterial colonisation and cross-contamination.
Employee safety is paramount. All material conveying systems supplied to the NZ market must align with AS/NZS 4024.1 (Safety of Machinery series). We optimize our cleated conveyor frames with standard safety interface configurations, allowing NZ plant engineers to seamlessly install pull-wire emergency stops, interlocked physical guarding, under-belt containment trays, and optoelectronic safety barriers.
New Zealand's seismic profile demands structurally sound conveyor frames. We engineer support trusses and structural frameworks that withstand dynamic peak spectral accelerations (AS/NZS 1170.2 wind and earthquake design codes). This ensures that large-scale cleated aggregates or mining conveyors on the South Island remain structurally integral and safe over decades of service.
Partnering with Dongguan Trakkx Tech Co., Ltd. for ultimate reliability, high production capacity, and low total cost of ownership.
Dongguan Trakkx Tech Co., Ltd. stands at the forefront of China's high-tech industrial conveyor manufacturing ecosystem. Leveraging decades of industrial refinement, state-of-the-art automated manufacturing, and direct sourcing of high-grade raw materials, we engineer belts that meet and exceed Western performance baselines at highly competitive capital expenditures.
By sourcing directly from our facility in Dongguan, New Zealand procurement officers, engineering firms, and distributors benefit from:
We specialize in custom configurations to match complex plant footprints:
| Specification | Capabilities |
|---|---|
| Base Materials | Food-Grade TPU/PVC, Heavy-Duty SBR Rubber, Heat-Resistant Nitrile |
| Cleat Heights | 10mm to 120mm (Customized profiles on request) |
| Sidewall Heights | 40mm to 200mm (With steel mesh reinforcement option) |
| Frame Material | SUS304 Stainless Steel, Carbon Steel with Anti-corrosion Powder Coating |
From food processing hygiene to abrasive quarrying—how our cleated belts drive productivity across the Kiwi economy.
Canterbury and Otago's seed, feed, and wheat sorting lines require gentle, high-angle transportation from trailers to vertical storage silos. Our lightweight PVC cleated belts with food-grade profiles ensure minimal grain breakage, zero slip, and smooth distribution even in damp weather.
Hygiene is crucial for NZ food exports. In Auckland and Waikato dairy powder packing houses, our FDA-compliant TPU modular and blue polyurethane cleated belts withstand constant caustic sanitation cycles, resisting dynamic grease contamination and maintaining flat tracking accuracy.
Quarrying sites in Auckland and the Waikato region depend on heavily reinforced rubber cleated belts to shift crushed rock, aggregates, and gravel up steep hillsides. Our wear-resistant rubber belts are designed with anti-abrasion surfaces to resist sharp, heavy materials.
Adapting to carbon neutral initiatives, predictive maintenance, and energy efficiency demands.
As New Zealand moves closer to ambitious net-zero carbon targets, companies are examining every component of their manufacturing line for energy-saving opportunities. Standard heavy rubber belts consume high amounts of starting torque. By incorporating advanced thermoplastic elastomeric materials (TPE/TPU) and optimizing pulley-friction interactions, our modern cleated belts significantly decrease mechanical drag, translating to a 12% to 18% reduction in electrical energy consumption.
Furthermore, the materials used in our food-safe belts are 100% recyclable, containing no halogenated compounds. This helps processors alignment their facilities with NZ's sustainable business framework and local environmental regulations.
In modern factories, unexpected conveyor downtime can cost thousands of dollars per hour. We offer integration of intelligent tracking sensors and automated tension monitors that feed telemetry directly into the facility's centralized SCADA system.
By monitoring belt edge tracking, temperature profile shifts at drive pulleys, and structural cleat wear, plant engineers can schedule routine maintenance *before* a failure occurs, ensuring uninterrupted operations across high-capacity export processing facilities.
Answers to critical design, logistics, and material compliance questions for engineering teams.
Custom-configurable options for high-throughput, steep climbing, and bulk packaging operations.











Your reliable global partner for industrial conveying systems and automated material handling.
Dongguan Trakkx Tech Co., Ltd. is a professional China conveyor belt manufacturer specializing in industrial material handling and conveying solutions for a wide range of industries worldwide. With years of experience in conveyor technology, we provide reliable, efficient, and customized conveyor systems that help businesses optimize production processes, improve workflow efficiency, and reduce operational costs.
Our product portfolio includes conveyor belts, belt conveyor systems, modular conveyors, roller conveyors, inclined conveyors, assembly line conveyors, packaging conveyors, and customized material handling equipment. Designed to meet the demanding requirements of modern manufacturing environments, our solutions are widely used in logistics, food processing, electronics, automotive, warehousing, packaging, pharmaceuticals, and industrial production facilities.
At Trakkx Tech, we combine engineering expertise with advanced manufacturing capabilities to deliver high-performance conveying systems tailored to specific customer applications. Our experienced technical team works closely with clients throughout the entire process, from project consultation and system design to prototyping, production, installation support, and after-sales service.
Our manufacturing facility is equipped with modern production equipment and strict quality control systems to ensure durability, reliability, and consistent performance. Every conveyor solution undergoes comprehensive testing and inspection before delivery, helping customers achieve smooth and uninterrupted material handling operations.
In addition to standard products, Dongguan Trakkx Tech Co., Ltd. offers flexible OEM and ODM services for global distributors, system integrators, equipment manufacturers, and industrial brands. We are committed to providing innovative conveying solutions that adapt to evolving industry needs and support long-term business growth.
Serving customers across North America, Europe, Southeast Asia, the Middle East, and other international markets, Trakkx Tech has established a reputation for quality, efficiency, and customer-focused service. Our mission is to become a trusted global partner for advanced conveyor belt systems and intelligent material handling solutions.
Below are views of our specialized production workshops, testing centers, and finished automated material handling lines.







